
Maintenance
In general, motors are very reliable machines that require little maintenance. However, it is important that preventive maintenance is performed to extend motor life and reduce the possibility of unplanned outages and lost production.
a. Common Failure Modes
Insulating failure and bearing failure are the two most common types of motor failures and are often preventable with simple maintenance.
b. Maintenance Frequency
The frequency or time interval between maintenance overhauls depends on a number of factors including:
- Running hours
- Frequency of starts, plugging, or reversals
- Load
- Operating environment, temperature, or dirt
- Importance to production
Motors operating continuously under normal service conditions should, on average, be overhauled every five or six years. Motors operating under more severe conditions should be overhauled more frequently. For motors operating fewer hours, the time interval can be extended accordingly.
Routine maintenance inspection and lubrication should be performed according to the manufacturer’s recommendations.
Where no recommendations exist, Table 9-1 could be used as a suggested guide for lubrication and inspection intervals.
| Speed | HP Size | 8 Hours/Day Operation | 24 Hours/Day Operation |
|---|---|---|---|
| 3600 RPM | 1 - 25 30 – 40 >40 |
5 Years 6 Months 4 Months |
2 Years 2 Months 2 Months |
| 1800 RPM | 1 – 20 25 – 50 60 – 70 >75 |
5 Years 4 Years 1 Year 9 Months |
2 Years 1 ½ Years 4 Months 3 Months |
| 1200 RPM and Below | 1 – 10 15 -30 >40 |
5 Years 4 Years 1 Year |
2 Years 1 ½ Years 4 Months |
4, 5 Source: Electrical Apparatus Service Association.
Smaller motors in the table are usually fitted with sealed bearings. These bearings should be replaced at the indicated intervals.
c. Bearings
Two types of bearings are commonly used in motors: Antifriction and Plain.
Antifriction Bearings
Antifriction bearings use rolling elements between the bearing and the rotating shaft (Figure 9-1). Ball bearings and roller bearings are examples of this type.
These bearings generally use grease as a lubricant. Some ball and roller bearings used in motors are sealed and need no maintenance, but many are unsealed and require periodic repacking with grease.
The manufacturer’s recommendations should be followed as to the frequency and grade of grease with which bearings should be packed.
Bearings should be only about 1/3 full to avoid over greasing. To ensure that a bearing is not over greased, excess grease should be allowed to run out of the drain plug for about 10 minutes after starting, and before replacing the grease plug.
Avoid mixing different types of grease as some types are incompatible with others.
Greasing bearings is often regarded in many industries as a low skill job to be relegated to the plant "handy person." Without proper training, the wrong grease can end up being used; the bearings can get under (but mostly over) greased which leads to higher failure rates. Many motor manufacturers have resorted to sealed bearings and permanently lubricated sintered bearings on smaller motors to avoid mistreatment.
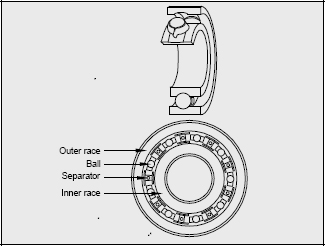
Figure 9-1: Antifriction Bearing
Plain Bearings
Plain bearings are made of a soft material such as bronze or Babbitt (Figure 9-2).
Figure 9-2: Plain Bearing
They cannot support thrust loads, as some antifriction bearings can, and are designed to operate only with horizontal shafts.
Plain bearings are quieter than antifriction bearing types.
Oil is used to lubricate this type of bearing, and supports the moving surfaces with a thin film while they are turning. Operation without sufficient lubrication will cause immediate damage.
An oil ring is often used to transport oil from a reservoir to the top of the shaft. It is a large loose fitting ring with its top half resting on the shaft and its bottom half in the oil reservoir. The action of the oil ring can sometimes be confirmed via a sight plug in the top of the bearing.
The reservoir should be kept filled to the proper level with the correct grade and type of oil. As with grease avoid mixing different types of oil as some are incompatible with others.
d. Vibration
Excessive vibration can shorten bearing life and reduce motor efficiency.
The driven load should be well balanced and aligned with the motor to minimize vibration.
Vibration can also be a result of worn bearings. Clearance and end play of the bearings and shaft should be measured to determine if bearing replacement is required.
A portable accelerometer can be used to measure vibration of a motor to determine if the balance is acceptable.
NEMA limits on total amplitude of vibration are as follows:
| Motor Synchronous Speed (rpm) | Total Amplitude of Vibration (in) |
|---|---|
| 3000 and above | 0.0010 |
| 1500 – 2999 | 0.0015 |
| 1000 – 1599 | 0.0020 |
| 999 and below | 0.0025 |
Trending of vibration measurements over time is useful for identifying bearing degradation and the need for replacement.
Couplings are available to provide better isolation between the motor and load shafts and are more tolerant of slight misalignment.
e. Insulation
Motor winding insulation provides electrical separation of both the conductors and mechanical components, and the conductors themselves (Figure 3-1). Insulation is subject to mechanical and electrical stresses, which over time reduce its ability to provide this separation.
High operating temperatures severely affect insulation life.
To maximize insulation life:
- Ventilation screens and shrouds should be kept clean and unobstructed.
- Dirt and grease should be kept off the motor to prevent restriction of heat dissipation.
- Dust and dirt should be vacuumed (preferred) or blown out of open motors.
- Only low pressure (<5 psi), dry, oil-free air should be used to blow out dirt.
Contamination of the windings with oil, grease or chemicals can adversely affect insulation. Totally enclosed motors should be used in areas where contamination can occur.
Moisture can cause insulation systems to fail. If the windings are suspected of being wet or are in areas of high humidity, the insulation resistance should be measured before the motor is energized. Readings less than 1 megohm per kV rating plus 1 megohm indicate the windings should be dried or that the insulation has failed (Table 9 3).
| Rated Voltage | Insulation Resistance |
|---|---|
| 600 Volts and Below | 1.5 Megohm |
| 2300 Volts | 3.5 Megohm |
| 4000 Volts | 5.0 Megohm |
Space heaters can be installed in some motors to prevent moisture buildup when the motor is not operating. The same heating effect can be achieved by applying an AC or DC voltage to one phase of the motor while it is not operating. The voltage level must be determined so that stator temperature is maintained above the dew point of the air.
Polarization index testing is used to determine the condition of the insulation of large (>500 HP) motors.
The polarization index, or P.I., is the ratio of the insulation resistance values taken at two time intervals. The typical P.I. test uses the insulation resistance value at ten minutes compared with the value obtained at one minute.

Where R10 = 10 minute resistance value
R1 = 1 minute resistance value
A polarization index of 2 or more indicates the windings are in acceptable condition.
The Hi-potential or Hipot test is an overvoltage test which determines if a winding has a certain level of insulation strength. Good insulation can withstand voltage levels much higher than the voltages used in Hipot testing.
DC Hipot testing is a good non-destructive, routine test to ensure insulation strength. The voltage level applied for one minute of DC Hipot testing of motors operating at 600 volts or less can be determined as follows:


Where Vtest = DC Hipot test voltage
E = Rated voltage of the motor
AC Hipot testing is used by motor manufacturers and motor repair centres as a pass/fail type of test to determine if there is any weakness in the insulation system. Due to the currents involved in AC Hipot testing, a breakdown of insulation causes permanent damage, so it is considered a destructive test and should not be used as part of a maintenance program.
Periodic maintenance of larger motors includes disassembly, cleaning, hipotting and bearing replacement to ensure longer reliable life. Motors with slip rings or commutators are inspected to ensure wear is not excessive. Additional cleaning and dressing of the commutator or rings may be needed particularly if excessive sparking or discoloration is observed.
f. VFD Bearing Failure
Occasionally, bearings fail in VFD driven motors due to common mode currents flowing through the motor shaft. This can lead to pitting and eventual failure of the motor bearings. Solutions to the problem include insulating the bearings with ceramic or other non conductive materials to stop the current from traversing the bearing and installation of shaft grounding brushes (Table 9 4) (Ref. 8).
Installing the insulated bearings on the non driven end may be helpful.
Not all motors exhibit this elusive problem. Just knowing that the problem can exist is helpful, should this relatively rare condition occur.
g. Grounding
One of the largest potential causes of motor bearing damage due to bearing currents is inadequate grounding, especially at high operating frequencies (Ref. 9).
Audible bearing noise is a symptom, but the damage has been done by the time it is noticeable.
| Every VFD Application | Set carrier frequency <6kHz |
| Specify VFD model with carrier | |
| frequency adjustability increments no larger than 1kHz | |
| Shortest possible conductor lengths | |
| Shielded cable with continuous low-impedance ground path from the VFD to the motor | |
| < 25 HP motor | Shaft grounding device |
| 25 HP & larger motor | Insulated motor bearings or ESIM |
| Long lead conductor | Inductive or RCL filter |
| Difficult access to motor | Insulated motor bearings or ESIM |
| Motor bearing failure despite protection | Voltage analysis to locate damaging current loops |
| Noisy motor bearing operation | Vibration analysis to look for signs of EDM in motor bearings |
| Failed motor bearing removed from motor | Inspect motor bearing races for signs of pitting or "fluting" |
Previous: Motor Controls | Table of Contents | Next: Repair or Replace?
Page details
- Date modified: