
Lead Proponent: University of Alberta
Location: Edmonton, AB
ecoEII Contribution: $ 998,000
Project Total: $ 1.41 M
Project Background
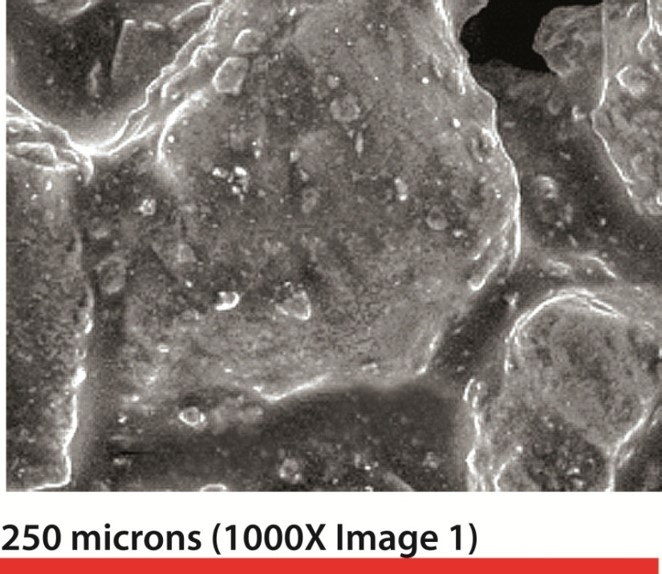
Environmental SEM (scanning electron microscopy) image of original oil sands
The most pressing problem facing the oil sands mining industry is the accumulation of mature fine tailings (MFT) from the current aqueous extraction process used to recover oil from oil sands. Government regulation and public opinion is driving the industry to develop a more effective technology.
An alternative approach is the use of non-aqueous solvents to recover bitumen from oil sands. The non-aqueous technique can be effective, but faces two key challenges. First, the solvent must be recovered from the extraction gangue at very high efficiency in order to minimize environmental impact and cost of lost solvent. Second, the generated bitumen must contain little mineral solids in order to meet downstream processing requirements. A clear understanding of the interactions of the solvent with components in the oil sands matrix, and an appropriate design of a solvent is required. To that end, the Institute for Oil Sands Innovation (IOSI) at the University of Alberta proposed the project “Fundamentals of Non-Aqueous Extraction of Oilsands” for ecoEII funding. The Project was awarded $982K to investigate the chemical and physical interactions that control the non‐aqueous extraction of bitumen from oil sands.
Results
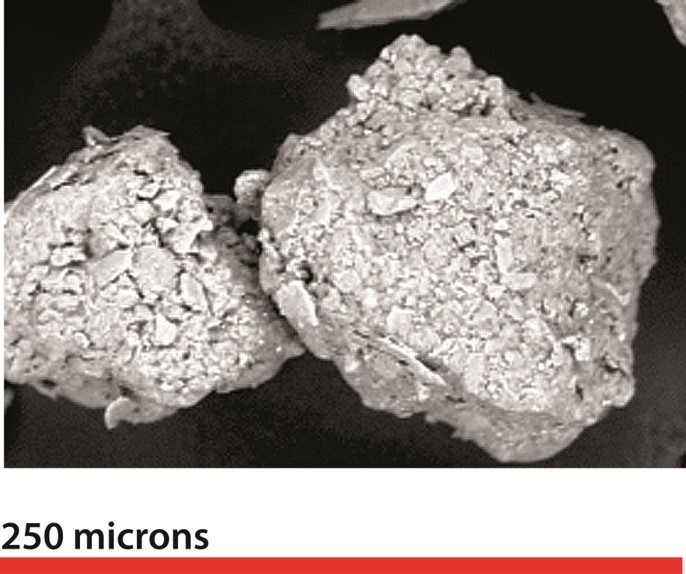
Environmental SEM image of solvent extracted oil sands, showing clays adhere to sand particles
Text version
The clays in the oil sands are sticking to sand particles after solvent extraction, which is the desirable outcome of solvent extraction of oil sands because the fine clays won’t go into the liquid solvent-bitumen phase to contaminate the product.
Eleven organic solvents and their combinations, including toluene, heptane, cyclohexane, methylcyclohexane, ethylbenzene, xylene, isoprene and limonene, were tested. It was found that cyclohexane was the best solvent giving high bitumen recovery (over 94% for rich ore and over 90% for poor ore) and low residual content in the extraction gangue. Using cyclohexane as the main solvent, several aspects of the non‐aqueous extraction were studied and investigated. It was determined that mineral composition of the ore had a negligible effect on bitumen recovery using cyclohexane for extraction, except for the expandable clays (illite-smectite) which did have an effect. However, the concentration of these clays is generally very low in the oil sands so the effect would likely be minimal.
During cyclohexane extraction, it was discovered that ore lumps needed to be disintegrated in order for the solvent to access and dissolve the bitumen. The hydrophilic (water‐loving) fine mineral solids (mainly clays) could be agglomerated by connate water and settle out. However, the hydrophobic or partly hydrophobic (water‐repelling) fine solids remained suspended in the bitumen‐solvent product. After 48 hours of gravity settling, the suspended solids still could not be lowered to meet specifications for pipeline transport (<0.5 weight percent), much less refinery feed (<0.03 wt%). Therefore, techniques other than gravity settling need to be developed for the cleaning of the bitumen‐solvent product.
Recovery of cyclohexane from the extraction gangue was determined to be governed by both thermodynamics and kinetics. Residual bitumen and un‐extractable organics (such as kerogen) in the gangue increased the affinity of the mineral solids to the solvent. As a result, the residual bitumen tended to migrate with the evaporating cyclohexane, and deposit on the outer surface of the gangue bed. Stationary bed drying under room temperature and pressure of extraction gangue containing 0.5-2.0 wt% residual bitumen could not lower the cyclohexane content below 260 ppm.
Benefits to Canada
Successful application of this technology would eliminate the need for tailings ponds and dramatically reduce water consumption. Heating of large volumes of water would no longer be required, thereby reducing energy consumption and greenhouse gas emissions.
Next Steps
Follow‐up research should focus on cleaning of the bitumen‐solvent product by removing fine solids using polymer flocculation followed by sedimentation or filtration, mopping with seasoned water droplets or magnetic carrier particles, or hydrothermal treatment followed by polish filtration. Solvent recovery should focus on dynamic bed drying (such as in tumbling mode) rather than stationery bed to improve the efficiency of solvent removal.
- Public Report: Fundamentals of Non-Aqueous Extraction of Oilsands (Disponible en anglais seulement)