
6. Generic Improvement Opportunities
Each plastics processing facility is uniquely designed and may use a variety of technologies to serve the needs of a specific market. As a result, there will be significant differences in processing conditions, energy and water use, and emissions levels. The opportunities in this chapter will need to be evaluated on an individual basis taking into account current operations.
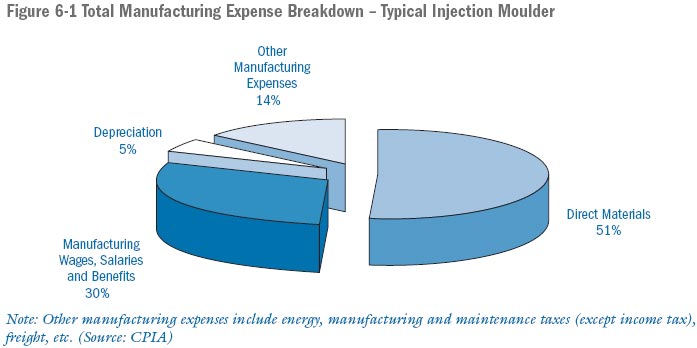
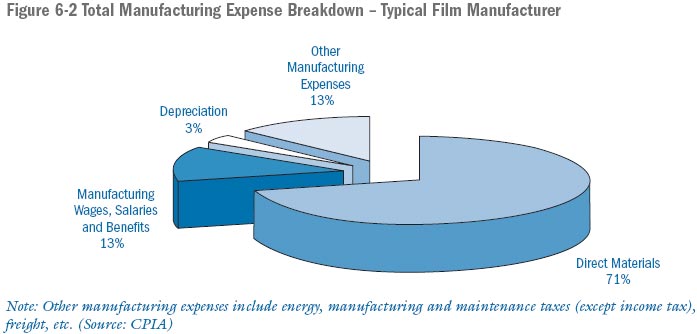
Typical manufacturing expense breakdowns for injection moulders and film processors are illustrated in Figure 6-1 and Figure 6-2, respectively. Most of the other processes discussed in this guide will have similar cost structures. This chapter deals with major cost-saving and resource-conservation opportunities in an order of probable cost impact. As illustrated in Figure 6-1 and Figure 6-2, direct material costs typically constitute 50 to 70 percent of the total manufacturing expenses. Material savings opportunities are discussed first, followed by energy, water and other resource conservation topics.
Process-specific case studies of energy saving opportunities for injection-moulding, extrusion and blow-moulding plants are presented in Appendix IV. These studies also illustrate process, auxiliary equipment and plant energy-savings opportunities for operations with various electrical power demands.
6.1 Material Conservation
Opportunities to reduce resin consumption by improved material handling and processing are discussed in this section, in addition to enhancements in operating procedures and innovative business practices. Opportunities associated with plant maintenance, consumable supplies and packaging are also discussed. Resin conservation topics include the following:
- better material handling and storage;
- enhanced processing conditions and handling of regrind; and
- improved sales, purchasing and scheduling policies.
6.1.1 General Plant Supplies
Plastics processors use a variety of cleaning and building maintenance supplies, common to all manufacturers. A significant reduction in the use of these supplies may be achieved by improved material handling, housekeeping and maintenance practices.
6.1.2 Consumables and Maintenance Supplies
Typical consumable supplies in the industry include hydraulic oils, mould-release agents and solvents. Reduction and potential substitution of these materials is discussed in Section 6.5, "Emissions Reduction."
6.1.3 Resin Conservation
In most plastics processing operations, material costs constitute by far the largest single portion of manufacturing expense. A reduction in resin use has an obvious direct cost benefit and also supports the processor's emission reduction objectives.
Large-volume resin users, such as major siding and pipe producers, often compound resins in-house by adding lubricants, stabilizers and other processing aids and additives. This processing technology is not one of the major generic processes discussed in this guide. This guide assumes that the thermoplastic processors are receiving pre-compounded resins in pellet form.
Resin conservation is discussed under the following three major headings:
1) Pellet Control Program, 2) Reducing Material Use in Processing and 3) Regrind.
6.1.3.1 Pellet Control Program
Significant costs may be incurred through improper handling of raw materials. Savings may often be realized with little or no investment. A company policy that insists on an immediate cleanup of all material spills, preferably by the individual responsible for the spill, encourages improved practices and reduces the frequency of spills caused by careless handling of materials. In support of this policy, a program to keep employees informed about the price of pellets increases awareness of this important issue. A reduction of pellet spills will also improve safety, as pellet spills can constitute a significant safety hazard.
The following suggestions are offered to help prevent pellet loss and reduce costs:
a) Unloading from tank trucks or rail cars (Material losses may occur during the sampling of incoming material, purging of lines and the transfer of pellets from a tanker truck or rail car to a plant silo):
- tarps or containers should be provided to catch pellets and the unloading area should be paved to facilitate cleanup; and
- trucks and rail cars should be inspected to ensure that they are completely empty after unloading.
b) Warehousing and handling of material bags and gaylords:
- containers should be inspected for damage and replaced or repaired during unloading;
- proper handling procedures, especially by forklift drivers, should be followed to minimize handling damage;
- all partially filled containers should be clearly identified to minimize accidental mixing of materials;
- all containers should be covered to prevent contamination; and
- all containers should be fully emptied prior to disposal/recycling.
c) Material spillage and contamination during blending, drying and handling within the plant:
- over-filling of pails and other containers should be discouraged; and
- dryers and hoppers should be emptied and cleaned prior to material or colour changes.
Guidelines for a comprehensive pellet-handling program are available from The Society of the Plastics Industry, Inc. by calling 202-974-5200 or visiting www.socplas.org.
6.1.3.2 Reducing Material Use in Processing
The overall consumption of raw materials is influenced by many factors in manufacturing. Savings may be realized from both management policy changes and technical improvements.
Sales policies
Many small custom processors serve markets that demand a vast variety of material specifications and colour options. It is typically very difficult to match material purchases precisely to the production quantities. At the end of a contract, the processor may have small quantities of materials left, with no current use. These assorted materials often accumulate for many years and are eventually sold at a loss or sent to landfill. If possible, flexible shipping quantities should be negotiated with suppliers to ensure that non-standard materials are fully used.
Scheduling
In most processes, start-ups and material or colour changes create material waste due to purging losses, mixing of resin types or colours during the changeover and a quantity of off-specification product that is produced before the process becomes stable. The following scheduling practices will help to minimize these losses:
- longer runs;
- continuous operation;
- "quick die-change" practices; and
- scheduling similar materials and colours together.
Process conditions
Material can be degraded due to overheating in the process. All materials should be processed in accordance with manufacturers' recommendations. Poor instrumentation, contaminated raw material and worn-out or damaged screws and barrels also contribute to material degradation.
6.1.3.3 Regrind
Whenever possible, materials that can be reground should be processed during the production run and fed directly back into the process. This eliminates multiple handling, risk of contamination and the opportunity for hygroscopic materials to absorb moisture.
6.2 Energy Conservation
In the majority of processes discussed, a significant percentage of the total energy demand is consumed by the extruder drive system. Variable speed drives discussed in this chapter have shown energy savings of up to 20 percent in some extruder drive applications. Mould clamping system energy savings of up to 45 percent are achievable by using a combination of technologies.
The Canadian Industry Program for Energy Conservation (CIPEC) published detailed studies of Energy Efficiency Opportunities in the Plastics Industry for the following three key processes: 1) Extrusion, 2) Injection Moulding and 3) Blow Moulding. These studies also cover auxiliary and plant systems. A significant portion of the savings may be achieved without significant capital spending.
Excerpts from the CIPEC studies are provided in Table 6-1.
| Process | Energy Saving Technique | Potential Saving % |
|---|---|---|
| Extruder drive system | Specify correct size and speed of motor for application. Investigate high-efficiency motors. |
20 |
| Extruder barrel heating | Insulate extruder barrel. | 15 |
| Mould-closing, transport and clamping systems | Use variable hydraulic power to match load requirements. May be achieved by using variable speed drives, variable displacement pumps, accumulators and control systems. |
45 |
| Centralized hydraulic system |
Arrange for one central hydraulic power system to supply a group of machines. |
50 |
| Compressed-air system operation |
Ensure system is correctly sized, well-maintained and that the compressors are "staged." |
20 |
6.2.1 Specifying Energy-Efficient Equipment
Historically, many new equipment purchases have been evaluated on the basis of capital cost, installation cost, throughput and projected maintenance expense. Energy costs and resource utilization issues have received less attention.
Today, most machinery and process equipment vendors are well prepared to discuss projected energy costs. While the data presented by vendors typically describes ideal operating conditions, comparisons of energy efficiency are possible in most cases and should be factored into the purchasing decision.
Other important criteria that may be easily overlooked include:
- noise levels;
- access for maintenance and spill cleanup;
- ease of housekeeping; and
- safety.
6.2.2 Replacing Inefficient Equipment During Maintenance
Many opportunities for improvement can be missed when maintenance is carried out under emergency conditions. The normal tendency is to replace existing equipment with an identical spare. For example, a burned-out electric motor represents an opportunity to evaluate the benefits of replacing it with a high-efficiency unit. The economics may not favour replacing a working motor with a high-efficiency one, but the calculations may show a good payback if the original has failed and requires a replacement.
Significant savings may also be achieved at little or no cost by following a regular, well-documented maintenance program. Proper maintenance procedures and schedules are generally available from equipment manufacturers. A well-documented program would schedule and co-ordinate inspection and preventive maintenance of equipment and housekeeping procedures instead of running equipment until it fails.
6.2.3 Motors
When purchasing new equipment or replacing worn-out motors, consider specifying high-efficiency motors especially in high-load or high-running hours applications.
Motors should be sized to operate between a 75 and 100 percent load. For non-critical applications with constant load such as fans, size as close as possible to 100 percent. Do not oversize in anticipation of more capacity unless this requirement is reasonably predictable. Oversizing results in higher capital cost for the larger motor, cabling and starters, and incurring higher operating costs due to a power factor penalty.
Some of the advantages of a high-efficiency motor include:
- operating savings;
- extended winding and bearing life;
- improved power factor;
- reduction or elimination of power factor penalties;
- reduction or elimination of capacitors used for power factor correction;
- increased ability to cope with short-term overloads; and
- less heat generation resulting in longer life and lower cooling requirements for the motor.
Payback Calculation
kW Saved = hp x 0.746 x (1/Standard Efficiency - 1/High Efficiency)
hp = Mechanical Power Requirement
$ Saving = kW Saved x Annual Operating Hours x Average Energy Cost
High-efficiency motors typically use from 1 to 4 percent less electricity than standard motors, and for a given application, high-efficiency motors will last longer and be more reliable.
The CIPEC Energy-Efficient Motor Systems Assessment Guide (2004) provides excellent information on selecting motor systems and provides the following "Rules of Thumb" when considering purchase of high-efficiency motors (HEMs):
1) Specify HEMs for new installations operating more than 3,500 hours per year.
2) Select HEMs for motors that are loaded greater than 75 percent of full load.
3) Buy new HEMs instead of rewinding old, standard efficiency motors.
4) Specify HEMs when purchasing equipment packages.
5) Use HEMs as part of a preventative maintenance package.
6.2.4 Variable Speed Drives
For applications with varying loads such as fans, blowers and pumps, variable speed drives (VSDs) should be considered for installation. The advantages of using VSDs include the following:
- energy savings of 10 to 40 percent over constant-speed motors, depending on the application;
- reduced wear on the motor by running it at reduced speed and torque for reduced capacity conditions; and
- gentle starting, which reduces power surges and wear on mechanical components.
In addition, VSDs can improve the process in applications that require control of the speed of rotation of components. An example is screw drives to maintain proper feed rates.
VSDs can also replace traditional damper controls for controlling gas-flow rate, allowing centrifugal fans and blowers to operate over a wider range without the danger of surging. Pumps too can be operated over a wide range by controlling the pump speed instead of throttling the flow with control valves. Other advantages of VSDs are reduced cooling costs, plant noise, and wear on the motors and the equipment they are driving.
There are various types of VSDs: silicon-controlled rectifiers (SCRs) with DC motors, variable-speed (VS) AC drives and Brushless DC (BDC) drives. SCR systems are not as efficient as the other two types; in addition, the SCR-DC system is maintenance-intensive. The most efficient is the BDC, but its cost is higher than that of the AC drive.
The advantages of BDCs include a greater speed range, much more precise speed regulation, full torque capacity, higher-efficiency rating, smaller size for the same horsepower and lower maintenance. The power factor is also higher than that of AC induction systems.
The most significant disadvantage to VSD motors is their increased cost, which must be evaluated against the life-cycle energy savings and the value of the other advantages. Software to calculate energy savings is available for free either directly from vendors or by downloading it off the Internet from their Web sites. The drive application must be evaluated to understand the savings potential as not all applications are good energy savings opportunities.
- Variable torque loads – effective speed ranges are from 50 to 100 percent maximum speed and can result in substantial energy savings.
- Constant power loads – typically, these applications offer no energy savings at reduced speeds.
- Constant torque loads – typically, these applications result in moderate energy savings at lower speeds.
Source: CIPEC Energy-Efficient Motor Systems Assessment Guide (2004)
A more detailed analysis of adjustable or VSD systems is provided in the above-noted reference.
6.2.5 Hydraulic Pumps
The following is a list of things to take into account regarding hydraulic pumps:
- Operate them at more than 75 percent capacity; otherwise, a severe energy penalty is incurred.
- Do not use pressure compensating pumps because it wastes energy.
- Use variable volume (displacement) type of pumps or multiple, independently-driven, fixed displacement pumps. This option requires programmable logic controller control equipment and good maintenance to run properly.
6.2.6 Hydraulic Systems
When operating hydraulic systems, you should do the following:
- Use accumulators, especially for injection moulding.
- Whenever possible, power multiple hydraulic motors and cylinders from a single, central hydraulic system, especially a group of injection-moulding machines. In this way, the power requirement of the multiple machines tends to be smoothed out; maintenance costs are also reduced.
- By operating multiple machines from a single hydraulic system, a sophisticated control system is not required. Also older machines can take advantage of considerable energy savings without having to retrofit their components.
- In setting up a single hydraulic system, segregate machines or functions into similar pressure requirements; you may need to add load-sensing device if the pressure requirement is not continuous.
- On injection presses, there should be two cylinders – a small-diameter, long-stroke cylinder for mould transport and a large-diameter, short-stroke cylinder for clamping the moulds.
It is often difficult to justify upgrading hydraulic systems and components based on energy savings alone. Improvements in productivity, quality, as well as decreased maintenance costs, must also be considered.
As a rule, retrofitting older existing equipment may not be effective if the machines are small or modifications are not easily made. Buying new equipment with energy-efficient components, controls and mode of operation may be more cost-effective. It is important to ensure that the energy penalty from older technology is understood and that the implications are considered when future equipment purchasing decisions are made. If there are several machines available for production, it would be beneficial to consider using the most energy-efficient equipment if production schedules permit.
6.2.7 Machine Components
It is important to replace worn out components, such as valves, with more efficient products.
On injection-moulding machines with vane-type hydraulic motors, efficiency decreases if the motor is run at less than 80 percent of rated speed. To improve speed range, install a two- or three-speed gearbox. Alternatively, replace the vane hydraulic motor with a direct-coupled-piston type of hydraulic motor, which is efficient over the entire speed range. A more expensive option is to install an electric variable-speed drive. The cost of power electronics have declined; and under some circumstances, this option may be economically viable.
6.2.8 Screws and Barrels
A high percentage of the total energy requirement (up to 30 percent) for moulding and extrusion equipment is used to plasticize material. Screw design is the most important feature on extrusion/injection machines. Screw design technology is constantly evolving and many vendors can provide information on the appropriate screw diameter, geometry and length-to-diameter ratio appropriate to a specific material and plasticizing rate. Energy savings of 20 percent are claimed in some instances. If the machine use rate is high and the production demands are predictable, a screw replacement may be warranted. Screws and barrels should be checked every five to six months. Replace or repair worn screws as the payback is quick (i.e. a few weeks).
Heater bands account for approximately 14 percent of the energy used. It is recommended that the barrel be properly insulated, which will result in both energy savings and a more easily controllable melt temperature. Insulation should not be used over mica heater bands as the insulation will reduce their operating life.
6.2.9 Energy Management Practices
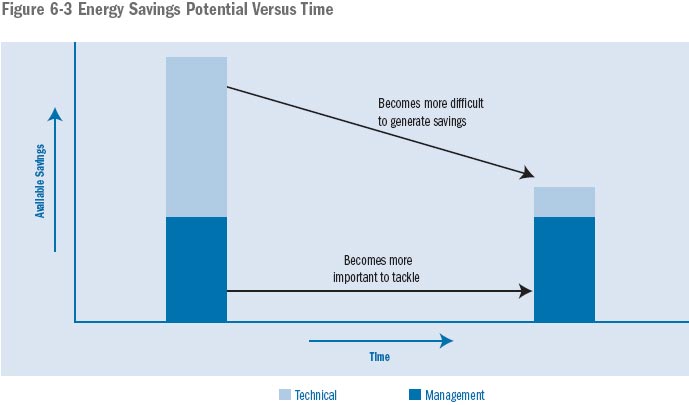
For plastics processors to achieve and sustain energy-cost reductions, they need to consider a systematic or continuous improvement approach to managing energy. The energy-conservation opportunities (which are largely technical in nature) described throughout this guide are important considerations in the effort to reduce resource consumption, but attention to the energy management practices that support those improvements will become more important over time (see Figure 6-3).
The 10 key areas of an energy management program are described below:
- Leadership – A feature of successful management programs is commitment and leadership from top management. This means that senior management, right through to CEO and Board-level, set the direction for energy management, demonstrate that "energy management matters" in the organization, communicate this effectively, and ensure that results are achieved.
- Understanding – A formal approach to quantifying the main areas of energy use and identification of opportunities for savings. Conducting an energy baseline study of operations from a comprehensive perspective may give the organization insight into opportunities for cost control beyond the already-captured "low-hanging fruit."
- Planning – Planning is an essential element of any effective change process. The planning process should outline specific short-term (90 day) and longer-term (2 to 3 years) actions with defined objectives. A well-documented energy management plan will help maintain focus and realise early (and visible) benefits from energy management.
- People – Having a well-trained staff of people that are aware of energy management issues and are accountable for achieving energy reduction targets is a critical component of an energy management program.
- Financial Management – Capital and operating budgets should be reviewed in relation to energy management. Return on capital invested in energy efficiency efforts should include consideration of the life-cycle operating costs of the buildings or equipment. Procedures and incentives should be put in place to ensure that energy efficiency investments are evaluated consistently and accurately.
- Supply Management – On a regular basis, plastics processors should assess how energy is purchased in a competitive market, as well as reviewing mechanisms employed, to ensure a high level of quality and reliability.
- Operations and Maintenance – Making operations personnel aware of the required energy efficiency parameters by incorporating the parameters into operating procedures and work instructions, as well as including effective energy efficiency measures as part of standard maintenance program, are key components in sustaining energy cost savings.
- Plant and Equipment – A feature of a well-developed energy management process is established guidelines for new designs and innovations to enable energy efficiency to be optimised throughout a plastics processing facility.
- Monitoring and Reporting – Plastics processors should ensure that the right energy flows are metered and usable reports developed to track and proactively manage energy.
- Achievement – It is important to review implemented projects to ensure that the original objectives are achieved, to feed back results, and to make any necessary adjustments for varying processes or activities. Not only will such reviews ensure greater savings, the results can be used to develop and implement future improvement projects or processes.
Several sources are available to help plastics processors develop their energy management practices and establish a continuous-improvement program. Relevant links are provided below.
6.2.9.1 Sources for Energy Management Program Development
A copy of CIPEC's Energy Efficiency Planning and Management Guide is available at oee.nrcan.gc.ca/industrial/cipec.cfm.
Information on the ENERGY STAR® Program of the U.S. Environmental Protection Agency is available at www.energystar.gov/index.cfm?c=guidelines.download_guidelines.
6.3 Water Conservation
For processors who use significant amounts of process-cooling water, the following system design considerations and calculation formats may be used to evaluate the savings available from a variety of recirculating systems, versus using line water on a once-through basis.
6.3.1 System Design Considerations
Government statistics indicate that the plastics processing industry recirculates approximately 87 percent of its water requirements. This chapter will assist processors who are using cooling water on a once-through basis to evaluate the savings opportunities available for their process. The potential for cost savings depends on several factors such as:
- the amount of water used as once-through, non-contact cooling water (m3/h or gallons per minute);
- the associated cost of cooling water – water costs involve both the cost of the supply water, and the sewer discharges associated with disposing of the water. (The water costs in Canada vary between $0.38/m3 to $1.01/m3);
- the heat load of the operating equipment based on hours per year;
- the cooling water temperature required;
- capital cost of the cooling water recycle system;
- operating cost of the cooling water system; and
- cost of make-up water.
The water must truly be "non-contact" water for it to be recycled. Quite often a "blowdown" stream and chemical additives are required to control water pH, hardness, bacterial growth and suspended solids. This blowdown stream would be pumped to a sewer and, therefore, a small amount of make-up water is required. The amount of blowdown and make-up in this system should be minimal and will vary with every system.
The following are three basic cooling systems that can be implemented:
| 1. Portable chiller for small heat loads | (1–9 tonnes heat load) |
| 2. Permanent chiller or cooling tower for medium heat loads | (9–36 tonnes heat load) |
| 3. Permanent chiller and cooling tower for large heat loads | (36+ tonnes heat load) |
Medium-heat load applications may be able to use a chiller or a cooling tower, depending on the process and the volume of water and cooling water temperature required. A situation with high cooling water temperature, but low cooling-water volume requirements, may suit a cooling tower system. This is due to the high operating costs of a chiller, which would offset the savings in water use costs.
6.3.2 Calculations
Cooling Water Use and Heat Load
The following section allows you to calculate the cooling water heat load.
Type of cooling:![]()
Cooling water flow rate: ![]() m3/h
m3/h
Temperature of cooling water required: ![]() °C
°C
Temperature of cooling water after the cooling application: ![]() °C
°C
– required after the cooling
application
cooling
water
= ![]() °C –
°C – ![]() °C =
°C = ![]() °C
°C
Heat load (tonnes) = [Flow rate (m3/h) x ![]() T (°C)] / 3
T (°C)] / 3
= ![]() (m3/h) x
(m3/h) x ![]() (°C)] / 3 = tonnes
(°C)] / 3 = tonnes
Water Costs
This section allows you to calculate the annual water costs spent on cooling water.
Amount water used per year = ![]() m3/h x
m3/h x ![]() hours/day x days/week x weeks/year
hours/day x days/week x weeks/year
= m3/year
Annual cost of water = $ ![]() m3 x
m3 x ![]() m3/year
m3/year
Chiller Costs and Payback Period
Look at the heat load (tonnes) calculated above to determine the type of chiller most appropriate to the application from the information in Table 6-2.
| Heat Load (tonnes) |
Chiller Type |
|---|---|
| 1–9 | Portable Chiller |
| 9–36 | Permanent Chiller or Cooling Tower |
| 36+ | Chiller and Cooling Tower |
Examples of heat loads, energy requirements and chiller types can be seen in Table 6-3.
| Heat Load (tonnes) |
Chiller Type | Energy Requirement |
|---|---|---|
| 6.75 | Portable Chiller | 14.0 kW |
| 27 | Permanent Chiller | 45.9 kW |
| 27 | Cooling Tower | 6.5 kW |
| 90 | Chiller and Cooling Tower | 62.5 kW |
Net Savings
This section will allow you to calculate the net savings for implementing a cooling system. As discussed above, the cost of make-up water should also be considered.
Use the following formula to calculate the approximate energy costs per year.
Base energy cost = $/kWh![]() (approximately $0.08/kWh)
(approximately $0.08/kWh)
Electrical energy requirement = ![]() kW (from table 6.3)
kW (from table 6.3)
Energy cost = Base energy cost x Electrical energy requirement x Hours of operation/year
= $/kWh x ![]() kW x
kW x ![]() hours/day x
hours/day x ![]() days/week
days/week ![]() x weeks/year
x weeks/year
= $ ![]() year
year
Net Savings = Annual cost of water – [(Chiller operating cost) + (Make-up water cost)]
Payback Period
This section will allow you to calculate the simple payback period on the cooling system.
Payback period = Approximate cooling system cost / Net savings
= $ ![]() / $
/ $ ![]() /year)
/year)
= ![]() year(s)
year(s)
6.4 Auxiliary Systems and Facility Equipment
This section addresses significant opportunities related to auxiliary system efficiency.
Table 6-4 contains excerpts from the CIPEC studies. It illustrates savings opportunities for various auxiliary systems.
| Auxiliary System | Energy Saving Technique | Potential Saving % |
|---|---|---|
| Material dryers (electrical) | Use high-efficiency electrical dryers. | 30 |
| Material dryers (natural gas) | Use gas-fired dryers for high-volume applications (typical for polyethylene terephthalate). |
70 |
| Dew point monitoring | Install dew point monitors on dryers. | 20 |
| Air compressor operation | Ensure system is correctly sized and well managed. If capacity is sufficient, stage compressors. |
20 |
6.4.1 Dryers
To provide good drying conditions, a dryer should provide the following: adequate drying temperature and dew point for the quantity of air used; adequate residence time for all the resin passing through the hopper; and good air-flow distribution through the hopper.
Gas-Fired Dryers
Several manufacturers offer modular, natural-gas-fired dryers and claim energy cost savings from 60–80 percent over electric systems. Gas-fired heaters may also be retrofitted to existing electric dryers at about 50 percent of the original price. Mechanically, the units are virtually identical to electric dryers. However, heat exchangers may be employed to maintain proper moisture levels to compensate for water that is generated in the combustion of gas. While capital costs may be higher than electric dryers, manufacturers claim payback periods averaging about 12 months for high-volume applications.
Two-Stage Dryers
Two-stage systems, which incorporate a drying oven and a dehumidifier, may be used to dewater hygroscopic resins while raising their temperature for subsequent melt processing. Manufacturers claim such systems are energy efficient, especially if waste heat from one dryer is reclaimed through a heat exchanger and re-used in the second. Two-stage systems can extend the life of dryer components (such as the desiccant in the second-stage dryer).
Smaller Heaters
Instead of central-heating systems, smaller, independently controlled heater elements may be installed in each drying bin, avoiding energy loss along pipelines or conduits. Other systems combine drying and conveying into a single unit.
Microprocessor Controls
Drying is another area where the application of microprocessor control can result in significant process improvements. Dryers are often operated at less than their maximum-rated capacity using more energy than required to remove moisture. With recently developed microprocessor control, temperature and dew point sensors installed at strategic locations in each dryer provide data input to a drying profile programmed for the specific resin being processed. The target profile automatically controls hot air flow, triggers replacement of desiccant cartridges and maintains the dew point and drying temperatures to optimize the actual material throughput and the drying conditions in the unit. However, at its present level of operational reliability, it is wise practice to supplement microprocessor control with periodic manual checks to ensure proper operation.
Insulation
The hopper or drying bin, as well as any connecting hot air conduits, may be enclosed in an insulating blanket to prevent heat loss.
Energy Recovery
The heat from the exhaust side of drying bins can be recovered through a heat exchanger and used for general plant heating, preheating incoming air, preheating material sent to an extruder, or heating material in other drying/dehumidifying bins.
6.4.2 Electrical Systems
The potential energy savings from correctly specified motors has been discussed above. Further opportunities may be found by examining the plant electrical demand as a whole. The plant electrical costs are usually based on:
- peak electrical demand (kW);
- energy consumption (kWh); and
- power factor penalty.
The peak demand often occurs at a predictable time of day and may be reduced by shutting off non-essential equipment during that period, re-scheduling operations or by improving the efficiency of the operation. Reduction of consumption is discussed elsewhere in this guide.
A poor power factor is typically caused by under-loaded AC induction motors, transformers and lighting ballasts. Utilities usually charge a power factor penalty to customers whose power factor is less than 90 percent. The common cost-effective solution for power factor correction is the addition of capacitors to the system.
6.4.3 Compressed-Air Systems
The following suggestions will help to increase the efficiency of compressed-air systems and to reduce the cost and consumption of compressed air:
- Avoid air leaks – Even a small leak generates significant costs; an annual survey and repair of leaks almost always pays for itself within months.
- Operate at the lowest-possible pressure – Look for ways to lower system pressure: if you have a specific piece of equipment that needs a higher pressure, consider using a booster at the point of delivery as opposed to setting the entire system pressure to feed the highest pressure requirement.
- Optimize system size – Do not oversize compressors: use adequately sized piping to reduce pressure drops, provide adequate storage (rule of thumb: 3 gallons per cubic foot per minute to be delivered).
- Avoid water accumulation in the system – Water causes corrosion on the inside of compressed-air lines and decreases efficiency of the entire system.
- Draw cool air from outside the plant – The cooler the air, the lower the moisture content and the higher the density, making it more easily compressible.
- Use engineered nozzles – Blow-off applications using engineered nozzles can use up to 85 percent less air than a copper tube or open line. Engineered nozzles can pay for themselves in a very short period of time.
- Decide on a control strategy for multiple compressor units – Investigate installing a control system that will sequence units based on pressure requirement and operating priorities. In some cases a variable speed drive on one of the compressors can be an easily justified investment.
Additional information on optimizing the efficiency of compressed-air systems is available at the Compressed Air Challenge® (www.compressedairchallenge.org) – a U.S.-based voluntary collaboration of industrial users, manufacturers, distributors and their associations, energy efficiency organizations and utilities.
6.4.4 Lighting
The following guidelines will assist in reducing electrical demand in lighting systems:
Reduce the number of fixtures to a level that is adequate to the job
Historically, many lighting systems have been over-specified. A reduction in the number of fixtures, bulbs or tubes will often reduce energy costs, while maintaining adequate lighting levels. Surplus ballasts should be removed if fewer fluorescent fixtures are required; ballasts draw energy even when the fluorescent tube is removed.
Use more efficient technology
Replace existing incandescent lamps with high-efficiency fluorescent, halide or high-intensity discharge lamps. Fluorescent lamps are typically 1.5 to 2 times as efficient as incandescent and high-pressure sodium lamps are 1.5 to 2 times as efficient as fluorescent lighting. Table 6-5 provides an outline of operating costs (at $0.08/kilowatt hour), electrical consumption and light output data for various lighting types. The tabulated data include ballast contributions.
| Lighting Type | Annual Cost ($/bulb/ shift/year) |
Bulb Wattage (watts) |
Light Output (lumens/ watt) |
|---|---|---|---|
|
4-ft. Std. Fluorescent (T12) w/Std. Magnetic Ballast |
7.4 | 46 | 58 |
| 4-ft. EE. Fluorescent (T8) w/Electronic Ballast | 5.0 | 31 | 83 |
| 8-ft. Std. Fluorescent (T12) w/Std. Magnetic Ballast | 14.1 | 88 | 70 |
| 8-ft. EE. Fluorescent (T8) w/Electronic Ballast | 8.5 | 53 | 102 |
| 8-ft. High Output Fluorescent (T12) w/Std. Magnetic Ballast | 20.6 | 129 | 65 |
| 8-ft. High Output EE. Fluorescent (T8) w/Electronic Ballast | 12.8 | 80 | 100 |
| 400 W High-Pressure Sodium | 74.4 | 465 | 97 |
| 400 W Metal Halide | 72.8 | 455 | 63 |
| 400 W Mercury Vapour | 72.0 | 450 | 40 |
Lights should be turned off when not required
Timers, occupancy sensors or photocells will assist in reducing energy costs by turning off or dimming lights. As a general rule, incandescent lights should always be turned off when not required, fluorescent lights when not required for more than 15 minutes, and halide or high-intensity discharge lamps if not required for more than one hour.
Some additional factors to consider are the following:
- Lighting energy is wasted when there are no local switches.
- Activities requiring high visibility or colour resolution require task lights.
- Excess lighting levels are counter-productive, waste energy and can harm eyesight.
- Day-lighting is better than artificial lighting in that it is less expensive and emits less heat.
- Lighter, reflective ceiling, floor and wall colours require less lighting.
- Multiple lighting levels (ambient and task) save energy.
- Examples of ambient lighting levels are:
– Office – 30–50 FC (300–500 lux)
– Laboratory – 30–50 FC (300–500 lux)
– Production – 50–75 FC (500–750 lux)
Additional information on optimizing lighting in manufacturing facilities can be found at www.iesna.org.
6.4.5 Process Insulation
Thermal insulation on process equipment and piping has the following benefits:
- prevents heat loss;
- assists in maintaining consistent process temperatures;
- prevents condensation; and
- assists in maintaining a comfortable and safe workplace.
6.4.6 Building Heating, Cooling and Ventilation
Many plastic processes and auxiliary systems emit heat. It is sometimes cost-effective to capture process heat with suitable heat exchangers, or to blow heated air from areas such as a compressor room and to use this waste heat to supplement facility-heating requirements.
Thermostats may be programmed to reduce the heating load during off hours. Other cost saving methods include the following:
Reducing excess air infiltration
- Improve caulking and weatherstripping around doors and windows.
- Install air locks and air curtains.
- Install low leakage dampers.
Adequate ventilation may be obtained by following the guidelines published by the American Society of Heating, Refrigerating, and Air-Conditioning Engineers (ASHRAE).
Destratification
Energy savings may be achieved during the winter heating season by preventing stratification (the tendency for warm air to rise and collect near the ceiling) in the following ways:
- install ceiling fans;
- introduce make-up air near the ceiling level; and
- use radiant heating.
Additional information on heating, ventilating and air-conditioning (HVAC) system optimization and energy efficiency is available at www.aceee.org/ogeece/ch3_index.htm.
6.5 Emissions Reduction
The reduction of emissions from plastics processing operations is best achieved through carefully designed programs to optimize all aspects of the manufacturing process, particularly with respect to the use of raw materials including energy and water. Continuous improvement is best achieved through the implementation of an effective environmental management system. In addition to further discussion on this system, other energy improvement opportunities are also discussed that will focus specifically on material conservation, energy conservation, water conservation, auxiliary systems and facility equipment, and case studies relevant to the plastics processing sector.
6.5.1 Air Residuals – Gases and Dust
Greenhouse gas emissions, principally CO2, can be reduced by ongoing improvements in energy efficiency. Improvement opportunities are outlined in Section 6.2, "Energy Conservation." These have the dual effect of both improving energy efficiency and reducing CO2 emissions per unit of product processed.
6.5.1.1 Volatile Organic Compounds Reduction
The following strategy has been endorsed by three of the four groups mentioned in Section 2.5.1.1 (the PVC working group has yet to develop a strategy relevant to its sector). For new or modified facilities, the working group proposed to adopt the Canadian Council of Ministers of the Environment (CCME) Environmental Guideline for the Reduction of Volatile Organic Compound Emissions from the Plastics Processing Industry, published in July 1997. This guideline provides standards and guidance for the reduction of VOCs in new or modified facilities.
For existing facilities, the plastics processing working group supports the application of BACTEA (Best Available Control Technology Economically Achievable), as recommended in the 1990 CCME NOx/VOC Management Plan. The working group proposes to work toward the adoption and implementation of the CCME guideline for VOC reductions in existing plastics processing facilities where possible, and under BACTEA conditions. This would involve the adoption of the CCME guideline provisions relating to, for example, equipment and operating standards, and training and record keeping.
The following are additional highlights of the VOC emissions-reduction initiatives specifically proposed for each sub-sector group relating to existing facilities:
Composites: The industry is committed to achieving the tenets outlined in the CCME document. CPIA is planning educational packages to provide the hundreds of Canada-based fabricators the means of reducing emissions containing VOCs. The instructional guidelines are intended to provide a basis for implementing consistent and uniform control measures and industrial operating standards. The guidelines focus on the reduction of VOC emissions from processing and cleanup operations, the handling and storage of VOC-containing materials, and the handling and disposal of waste.
Resin suppliers, on average, have already achieved the reduction in styrene monomer content from 48 to 45 percent for general-purpose resins. Secondly, the industry in Canada has seen a dramatic shift from open-moulding to closed-moulding operations. This trend will continue across North America in the coming decade. It is estimated that there will be a further 10 percent reduction in open-moulding operations resulting in a further 10 percent reduction in VOC emissions prior to any further reduction in styrene monomer content.
EPS Foam: The industry will continue to move toward processing low-pentane content resin as it becomes available in the marketplace. The aim is to achieve the CCME target of 5 percent VOC content by weight of resin consumed on an aggregate basis where economically feasible. The sector will use recycled material content, where possible, to displace raw materials that have a higher pentane content. As well, existing facilities will focus long-term capital plan objectives on replacing existing process equipment with equipment capable of processing low-pentane resin.
PE Foam: The industry will proceed on two parallel fronts. First, the industry will secure the acceptance and funding to pursue research into an alternative-blowing agent. Second, the industry will further investigate possible methods to reduce the percentage of butane used in production.
Vinyl: The group has not yet launched into the development of a reduction strategy. The group has indicated, however, that the application of inks in printing causes more VOCs than processing using calendering. A major company processing calendered vinyl is part of a separate working group established to address VOC emissions from printing operations.
General Recommendations
Care must be taken to ensure that resin manufacturers' recommended processing temperatures are not exceeded. Vendors' material safety data sheets should be consulted for appropriate processing procedures, precautions and engineering controls. For many materials, local exhaust hoods are recommended near areas where materials are heated.
It is good management practice to conduct periodic air sampling surveys within the plant. Air sampling surveys serve the dual function of identifying air emission issues that may need to be addressed and also indoor plant air quality issues in relation to the Canada Occupational and Health and Safety Regulations.
6.5.1.2 Dust Reduction
Fugitive dust levels may also be reduced through the use of collection systems located close to key locations within facilities, such as material handling areas and locations dedicated to blending and grinding operations.
6.5.2 Wastewater and Liquid Wastes
The recirculating of cooling water has been discussed in a previous section.
The discharge of wastewater to a sanitary sewer system is regulated under municipal by-laws. To minimize the risk of contaminating wastewater discharges, engineering controls and a spill prevention plan should be put in place. Typical preventive measures include the following:
- oil interceptors for plant discharges;
- blocking building drains in areas where spills are likely; and
- secondary containment for storage tanks.
Good housekeeping practices will reduce the introduction of particulates into the sanitary sewer system. Properly engineered oil separators should be installed if oil spills are likely. Whenever possible, floor drains within the plant should be capped or sealed to contain minor spills.
Secondary containment should be provided for storage tanks containing petroleum products or hazardous chemicals.
Liquid wastes that require special handling and are commonly generated by the plastics processing industry include used hydraulic oils, spent solvents and other chemicals that should be properly stored and disposed of in accordance with provincial regulations.
Municipalities regularly sample plant discharges. However, they often fail to inform the manufacturers of exceedances; it is incorrect to assume that the operation is in compliance if no complaints are received.
6.5.3 Solid Waste
Source separation programs should be instituted for cardboard, steel, fine paper, glass and corrugated cardboard. Many companies already recycle packaging materials. Used gaylords are in demand by many industries for use as storage containers.
A number of Canadian firms specialize in recycled plastic materials. Clean pellets or regrind may be sold to these companies for re-pelletizing or re-sale.
6.5.4 Noise
A noise survey should be conducted to identify areas that may exceed Occupational Health and Safety Regulation limits. Engineering controls should be used to reduce noise levels, whenever possible. Personal protective equipment must be supplied if controls are not feasible and should be provided in areas where employee comfort can be increased.
6.5.5 Stormwater
Stormwater, if it is discharged into a ditch or another "surface watercourse," may fall under federal or provincial/territorial jurisdiction. The limits on contaminants are typically more strict than for sanitary sewers. A stormwater management plan should be in place to reduce the risk of contamination.
6.6 Environmental Management Systems
Well-designed environmental management systems (EMSs), such as ISO 14001 and resource conservation programs, will assist processors to achieve the objectives of minimizing the impact of plant operations on the environment and reducing costs.
An EMS is that aspect of an organization's overall management that addresses the immediate and long-term impact of its products, services and processes on the environment.
An EMS is essential to the organization's ability to anticipate and meet growing environmental performance expectations and to ensure on-going compliance with municipal, provincial/territorial, national and international requirements. Evidence of an effective EMS has become an important part of obtaining corporate financing and helps to maintain real estate property values.
The ISO 14001 EMS standard provides an internationally recognized structure for developing and maintaining environmental systems. In many ways, it complements the well-known ISO 9000 series of quality standards.
ISO 14000 series standards involve the elements listed below (many of these standards are still under development):
- Environmental Management Systems
- Environmental Performance Evaluations
- Environmental Auditing
- Life-Cycle Analysis
- Environmental Labelling
- Environmental Aspects in Product Standards
A detailed listing of the ISO 14000 series standards can be found in Appendix II.
Setting up and Managing an Environmental Management System
The effectiveness of an EMS may be improved by applying the following common management principles, which can contribute to the success of any project:
- top management commitment;
- clear definitions of responsibility and accountability;
- well-defined, realistic goals; and
- effective program planning and implementation.
Most successful programs start with an audit. The audit determines how the environment is impacted by plant activities, how resources are being used, and identifies possible opportunities for improvement and for savings. Some plants have the internal resources to conduct an audit. Assistance and publications are available from utilities and government sources. If the environmental impacts are significant, if resource consumption is high or if a preliminary assessment shows significant savings potential, the opportunity may be pursued by using internal resources or with the assistance of a consultant specializing in the field.
A reduction in the use of resources supports the objectives of an EMS. Lower resource use typically has a favourable impact on reducing environmental effects.
Environmental Management Program
Members of the Vinyl Council of Canada (VCC) recognized the need to demonstrate their commitment to not only complying with environmental health and safety laws, but to being more accountable and responsive to society's evolving concerns. The VCC also felt that it was important that their actions be documented and measurable. In 2000, the VCC began implementation of its Environmental Management Plan (EMP), which had been developed over the previous two years. The EMP consists of six guiding principles, five commitment areas and 32 action steps, which are outlined in the following table.
| Principles | Commitment Areas | # of Action Steps |
|---|---|---|
| Development of Mutual Trust |
Management Commitment, Implementation and Review |
11 |
| Environmental Management System |
Operations | 7 |
| Integration of Priorities | Resource Conservation and Waste Management |
4 |
| Compliance Plus | Product Stewardship | 5 |
| Sharing Expertise | Communications | 5 |
| Continuous Improvement | ||
6.7 Case Studies in Resource Conservation
There are a wide variety of case studies available that demonstrate successful resource conservation efforts. The following summaries of case studies show some of the successes achieved by plastics processors who have applied specific resource conservation measures.
Energy Conservation
- An Ontario vinyl siding manufacturer recently saved about 10 percent of its energy costs by undertaking a series of process changes and other initiatives. Many of the changes were direct suggestions from employees.
- A mid-sized processor of flexible vinyl undertook an $8,000 energy audit (of which 50 percent was government-funded) and identified $80,000 in annual savings.
- Improving Energy Efficiency at U.S. Plastics Manufacturing Plants – this document was prepared by The Society of the Plastics Industry, Inc. and the U.S. Department of Energy. It is an excellent Summary Report and reproduction of 11 case studies. The case studies highlight energy savings opportunities identified and implemented at U.S. plastics manufacturing facilities. The site assessments were carried out in 2003, and the report summarizes the implemented total savings as of March 2005. For the 11 sites, the overall annual average cost savings identified was $149,253 per site. Implemented total annual cost savings averaged $68,454 per site as of March 2005. The implemented total annual cost savings represents about 10 percent of the annual energy costs for the 11 sites. The key areas identified for improvement in the assessments included improvements to water cooling systems, reducing changeover times at presses, HVAC improvements, motor management systems and insulation. A selection of sample case studies from the above-noted report is provided in Appendix IV.
A copy of the full Summary Report and individual case studies can be downloaded at www1.eere.energy.gov/industry/bestpractices/plastics_manufacturers_save.html.
- Corporate Energy Management at C&A Floorcoverings – Collins & Aikman (C&A) has implemented a management system for matching energy efficiency initiatives with business goals. After two years, C&A achieved 10 percent savings on an annual natural gas expenditure of $824,500. The full case study can be reviewed at www.ase.org/uploaded_files/industrial/CollinsAikman%20v04.pdf.
- Industry Energy Services Program Summary – information from energy audits of 67 Ontario plastics processing facilities conducted by the Ministry of Environment and Energy (now Ministry of the Environment) from 1985 to 1997, are found in Appendix I. The study demonstrated rapid paybacks from improved technology and from heat recovery.
Water Conservation
- A blown film manufacturer in Atlantic Canada saved over 85 percent of its water throughput by introducing a closed-loop cooling system. This same company reduced its waste by 20 percent while growing the business by 15 to 20 percent.
- New United Motor Manufacturing, Inc. – a water conservation program resulted in savings of more than 270,000 gallons per day. By installing re-circulating pumps in the evaporative air conditioning system and recycling process water, the company conserves enough water, daily, to supply 2,000 houses. The case study can be viewed at www.stopwaste.org/docs/nummi.pdf.
Environmental Management Systems
- Van Dorn Plastics Machinery Company, Strongsville – This U.S. manufacturer reduced waste generation by more than 35 percent despite increasing production volumes. Its highly participative Pollution Prevention Pays program was developed as a part of its Total Quality Management initiative. This case study is available at es.epa.gov/techinfo/case/comm/vandorn.html.
Waste Management Systems
- An injection-moulding operation in Toronto undertook a waste audit and has saved $30,000 from source separation. The company now moves "clean" materials to recyclers, therefore eliminating the disposal fees.
- A company in New Zealand arranged to take delivery of plastic waste and even obsolete products created by its customers. While this started as an environmental initiative, it has resulted savings of NZ$250,000 per year and has solidified relationships with customers. This company now designs its products with disposal in mind.
Page details
- Date modified: