
7. New and Emerging Technologies
Many facets of plastics processing and related manufacturing technologies evolve continuously. New and modified materials and end-use applications are introduced on an ongoing basis. However, unless a new processing technology represents a quick payback on capital investment, it would be expected to penetrate the industry slowly. Despite significant investments in new equipment by many manufacturers in the last few years, a significant portion of machinery in the plastics processing sector is several decades old. This chapter discusses technologies that are developed, but which have not yet enjoyed full acceptance by the industry.
7.1 Raw Material Developments
The existing variety of plastic raw materials available to the processor is large and yet still growing. Materials for high-volume applications undergo an ongoing development process in an attempt to improve product performance and ease of processing and to reduce cost. Vendors attempt to increase their market shares by replacing competing plastic resins currently in use and by supplanting other materials.
In the last few years, a new family of metallocene-catalyzed plastics has been introduced. The excellent physical properties of these materials are expected to lead to increasing use in applications such as co-extruded packaging for food wrap or as a modifier of other materials as agents that improve clarity.
7.2 Robotics
Robotics are used to improve machine speed, reduce costs, increase safety and improve quality by maintaining consistent machine cycles.
The most common and simple robotics application is a sprue picker, which is used to ensure positive removal of the sprue from an injection mould. More advanced uses include parts removal and packaging from multiple cavity moulds, especially in applications where products could be damaged by handling or where maintaining correct orientation of the parts is important.
Another important use of robotics is to place metal inserts into moulds. The accurate positioning of inserts is critical. In some instances, the loading of inserts manually could also pose a safety hazard to the operator.
Some blow-moulded applications (e.g. pesticide containers) require moulded-in labels to ensure that the labels remain in place. Robots are used to place labels into blow moulds during the operating cycle.
7.3 All-Electric Injection-Moulding Machine
The majority of injection-moulding machine manufacturers currently produce a line of entirely electrically operated machines, without hydraulics. Some of the major advertised advantages over conventional machines are as follows:
- More efficient use of energy – Energy savings of more than 50 percent are claimed over conventional hydraulic presses. Motors are sized for the application, fully speed adjustable and only operate when required.
- Quiet, clean, compact operation – Manufacturers claim noise levels in the 73 decibel (dB) area, versus 78 dB for conventional machines. (A 10-dB reduction is generally perceived as a 50 percent reduction in noise levels.) This makes the machines quiet enough to operate in an office environment. Electric machines also eliminate oil mist problems. The machine footprint is also smaller than conventional machines of an equivalent size.
- Better control of process – More precise and repeatable control results in faster set-ups and better adherence to tolerances. Manufacturers are suggesting that the repeatability and reliability of electric-moulding machines will make unattended "lights out" operation a realistic possibility.
- Hydraulic oil related issues eliminated – No need to replace or dispose of hydraulic oil. Also, machine-cooling requirements are eliminated.
- Faster response time (cycle time) – The reaction time of electrical controls is quicker than electrical/hydraulic units.
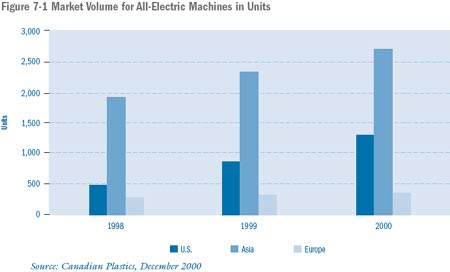
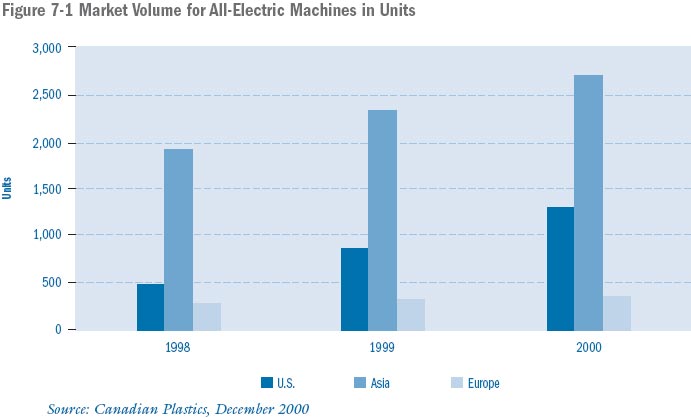
Initially, all-electric machines came at a premium of approximately 30 to 50 percent over conventional hydraulic machines. The premium is now estimated to be in the 20 to 30 percent range as the initial development costs have partially passed. Available data on market volume of all-electric machines in the U.S., Asia and Europe are presented in Figure 7-1.
[text version - chart 7.1]
Larger image
{kind=link}
While the all-electric machine market is growing, it is still less than 10 percent of the new injection-moulding machine market (46,000 machines in 2000). Even with the reduced capital cost premium, the differential energy savings are not sufficient to produce a short enough payback for most Canadian companies. Discussions with several plastics processors in Canada indicate that the all-electric machines are being considered, but very few have been purchased.
There are also hybrid machines available that consist of a hydraulic clamp with electric screw drive and injection.
7.4 Microwave Drying
Microwave drying units that dry material using conventional microwave technology and a variety of specific applications are still under development. The main advantage of microwave drying is reduced drying time, allowing more rapid material turnover and lower energy costs. However, the technology is capital intensive and prototype units are batch-oriented while most processes use continuous feed systems. Further development will be required to make microwave technology widely accepted for this application.
7.5 Granulators
Manufacturers are developing special rotors or two-stage cutters that result in a lower horsepower requirement and lower use of energy for a given throughput.
7.6 Rapid Prototyping
Historically, prototyping of components often necessitated the manufacture of steel moulds. This is both time consuming and costly. Furthermore, design changes often meant that the initial prototype mould had to be extensively modified or scrapped.
In recent years, the following technologies have been developed to produce prototypes directly from computer designs, without the need for moulds:
- Stereolithography – A prototyping process that uses a laser to deposit consecutive thin layers of a polymer in solution. The layers are gradually built up to form a model, which may be quite complex in configuration.
- Selective laser sintering – Used to build up layers of material in a manner similar to stereolithography with dry powdered materials, rather than liquid polymers.
- Ballistic particle manufacturing – A recently developed prototyping method that has adapted a technology similar to ink jet printing. Microscopic particles of molten thermoplastic are "shot" with great accuracy to precise points to build up a three-dimensional model.
7.7 Gas-Assisted Injection Moulding
Designers of parts for injection moulding have historically been constrained by the need to maintain relatively constant and thin sections in the finished products. This is because thick wall sections, in addition to requiring a long cooling time, had a tendency to develop sink marks – depressions in the part surface caused by the contraction of the plastic while cooling. Gas-assisted moulding helps to overcome these problems and permits a broader range of applications.
In this process, nitrogen gas is injected into the interior of the melt at the thick sections. The gas pressure creates a hollow area within the plastic and forces the solidifying plastic against the mould. This eliminates sink marks and reduces raw material cost. For certain parts, material savings of up to 50 percent have been reported.
7.8 Co-Injection Moulding
Co-injection moulding provides another method for improving physical properties and/or reducing raw material costs. This process allows for two dissimilar materials to be injected simultaneously through concentric nozzles. The designer of the part has the latitude to design parts with an outer skin made of a material with the desired visual or physical properties and to inject an internal core with a material that is less expensive, stronger or lighter.
7.9 Toolmaking Technology
Computer Assisted Design and Computer Assisted Manufacturing technologies continue to have an increasing importance in shortening lead times and reducing tooling costs. Digitized information is routinely transmitted from customer to tool vendors and is used directly to guide toolmaking machinery, such as Numerically Controlled milling machines.
Electrical Discharge Machines (EDM) have largely replaced pantographs for making precise tool cavities. Extrusion dies are manufactured using wire-cut EDM equipment to produce complex configurations at a lower cost.
Potential exists for an increased use of superior mould alloys to reduce moulding cycles. The majority of tool steels currently in use were developed prior to World War II.
7.10 Volatile Organic Compound (VOC) Control Technologies
There are various technologies available, some of which have been used by fabricators in Canada for the purpose of reducing VOC emissions and VOC-containing materials used in plastics processing operations. The main focus of efforts to date has been in the implementation of processes and work practices leading to reductions in VOCs. Some examples of control technologies currently available and/or under development are as follows:
- Expanded polystyrene – Low-pentane beads have recently been made available by one company while other companies are still in the research and development stages. At this time, the use of a low-pentane bead is likely more suitable for medium – and high-density products rather than low-density products such as insulation board. As well, changes in equipment and processes are necessary in order to use the low-pentane bead. Technology and capital cost implications must be considered before this control technology can be used widely.
- PVC – The trend in this sector continues to be the development of low-VOC plasticizers. Other options include solvent-free stabilizers and low-VOC cleaners.
- Reinforced plastics/composites (polyester resins) – Reduction options have focused on the use of lower VOC materials and improving process efficiency through equipment changes and good operating practices. Initiatives undertaken to date in the reinforced plastics sector include the use of charcoal filters in stacks to reduce odour, VOC emission levels and solvent use, and include the implementation of solvent recycling programs consistent with the CCME guideline. In addition, in-house acetone recovery programs have been implemented. Other reductions in VOC emissions can be accomplished by undertaking the following: using low-styrene and wax-suppressed resins and low-VOC cleaners, and by using high-efficiency spray applicators and closed-moulding technology.
7.11 Synchronous Torque Motors
Extruder equipment manufacturers are increasingly including synchronous torque (ST) motors in their machine design. These motors are compact, very quiet, require little maintenance and are energy efficient. Typically, an ST motor will use 10 to 20 percent less energy than a direct current motor and 5 to 10 percent less energy than a three-phase alternating current motor. They deliver constant torque over a wide speed range and possess high torque at low speeds. The motors have been employed in commercial extrusion applications such as tubing, blown film, sheet and continuous extrusion blow moulding. They have also been used in downstream components such as chill rolls, winders and re-winders.
ST motors have been available for several years and are likely to be used increasingly throughout the industry.
Page details
- Date modified: