
CANADIAN CEMENT INDUSTRY ENERGY BENCHMARKING SUMMARY REPORT
IN COLLABORATION WITH THE CEMENT ASSOCIATION OF CANADA

TABLE OF CONTENTS
For more information or to receive additional copies of this publication, contact
Canadian Industry Program for Energy Conservation
c/o Natural Resources Canada
580 Booth Street, 12th floor
Ottawa ON K1A 0E4
Tel.: 613-995-6839
Fax: 613-992-3161
E-mail: cipec-peeic@nrcan-rncan.gc.ca
Web site: oee.nrcan.gc.ca/cipec
or
Cement Association of Canada
502–350 Sparks Street
Ottawa ON K1R 7S8
Tel.: 613-236-9471
Fax: 613-563-4498
E-mail: headquarters@cement.ca
Web site: www.cement.ca
![]()
Library and Archives Canada Cataloguing in Publication
Energy Performance Benchmarking and Best Practices in Canadian Cement Manufacturing Sector
Text in English and French on inverted pages.
Title added t.p.: Analyse comparative de la consommation d' énergie dans l'industrie canadienne du ciment.
Issued by the Canadian Industry Program for Energy Conservation.
Cat. No. M144-213/2009 (Print)
ISBN 978-1-100-50372-1
Cat. No. M144-213/2009E-PDF (On-line)
ISBN 978-1-100-14036-0
- New hotdisc reactor, the Ecofurnace, at the Ciment Québec Saint-Basile plant, Quebec. Photo courtesy of the Cement Association of Canada
- Concrete components. Photo courtesy of the Cement Association of Canada.
© Her Majesty the Queen in Right of Canada, 2009


Natural Resources Canada's Office of Energy Efficiency - Leading Canadians to Energy Efficiency at Home, at Work and on the Road
FOREWORD
With support from Natural Resources Canada (NRCan), the Cement Association of Canada (CAC) commissioned an energy benchmarking study of Canada's Portland grey cement industry in 2007. The study builds on other sector benchmarking initiatives undertaken by NRCan's Office of Energy Efficiency. This report summarizes the outcomes of the CAC study and is based on a more comprehensive consultant's report that includes detailed recommendations prepared for the CAC.Footnote 1
This analysis of energy efficiency performance in the cement sector represents a broad and comprehensive review of energy management practices, technical practices and overall energy efficiency performance.
Through this study, the CAC developed benchmarks and sophisticated tools that provide a comprehensive roadmap for facilities and companies to improve energy management practices and performance. The benchmarking tools will allow the industry to conduct regular self-assessments of energy performance in a manner consistent with internationally recognized quality management principles and best practices.
The study determined that the overall energy efficiency of the cement sector was relatively good, with a median energy efficiency index (EEI) value of 76, compared with a theoretical best practices plant with a value of 100. The relatively high level of overall energy efficiency is attributed to facilities and organizations that are already actively engaged in energy management programs.
However, despite overall high EEI, many facilities have a low electricity EEI, and significant potential for improved electricity use efficiency exists. Benchmarks for EEI, management best practices (MBPs) and technical best practices (TBPs) that were developed for individual facilities identified opportunity areas. Even in facilities with an overall high benchmark, opportunities exist for more energy efficiency improvements and cost savings.
The benchmarking results show that the most significant potential for increased implementation of energy MBPs is in project planning and development and in measurement and reporting. The assessment of both the TBPs and energy use efficiency identifies that the fuel and raw materials preparation and cement and feedstock process steps have significant potential to yield important energy efficiency benefits for the sector.
The kiln process consumes approximately 90 percent of the energy used in the cement manufacturing sector. This includes 99 percent of the thermal energy use and more than a third of total electricity consumed in the manufacturing process. Even a small improvement in kiln performance will yield substantial energy and cost savings for the individual facility and the entire industry.
Cement manufacturing facilities showed significant differences in electric energy efficiency. Electric energy accounts for a substantial portion of energy cost in the cement manufacturing sector, and improved electric energy efficiency may result in notable cost savings.
The energy use is dominated by coal and petroleum coke consumption, which accounts for more than 80 percent of the purchased energy. Increasing the proportion of alternative, renewable and low-carbon energy sources can contribute significantly to reducing greenhouse gas emissions from cement manufacturing.
The study demonstrates that relationships exist between a facility's implementation of energy MBPs and TBPs and the energy efficiency of its operations. Operations that implemented the most energy MBPs also implemented the most TBPs. These facilities consume less energy per unit of production than their peers.
1 INTRODUCTION
1.1 ABOUT THE CANADIAN CEMENT INDUSTRY
The Cement Association of Canada (CAC) comprises eight companies that operate 1 whiteFootnote 2 and 15 Portland grey cement manufacturing facilities across Canada. The members of the association produce 98 percent of the cement manufactured in Canada.
Regionally, cement production is concentrated in central Canada. Ontario (50 percent) and Quebec (17 percent) have more than 65 percent of the industry's capacity. The CAC is allied with the United States-based Portland Cement Association (PCA) and all CAC members are also members of the PCA.
The cement industry is a key contributor to Canada's economic and social development. In 2006, the industry produced more than 14.3 million tonnes (t) of cement with a value of more than $1.7 billion and provided more than 2000 jobs.3Footnote The industry's total production is more than 16.7 million t when supplementary cementing materials such as fly ash and slag are included.
The cement manufacturing industry realized an 11 percent increase in energy efficiency per tonne of cement produced between 1990 and 2006 and a corresponding reduction in greenhouse gas (GHG) intensity of 6.4 percent.4Footnote However, the industry recognizes that further energy efficiency improvements are required to
- reduce energy costs and maintain industry competitiveness in a period of ever-increasing international competition
- make further progress in reducing the industry's environmental footprint
1.2 ABOUT ENERGY BENCHMARKING AND THIS SUMMARY REPORT
Energy benchmarking provides a means through which an industry and facilities within that industry can assess their performance against
- recognized best practices
- the performance of their sector peers
- external competitors in the same industry
- energy consumers in other industrial sectors
Energy benchmarking can play an important role in supporting improved energy practices by
- identifying and communicating best practices
- motivating plants that operate below the benchmark to improve to the level of their peers
- identifying areas that need improvement in all facilities, including facilities that are the best performers
The study involved all 15 Portland grey cement manufacturing facilities operated by CAC member companies (see Table 1-1).
| Company | Facility |
|---|---|
| Ciment Québec Inc. | Saint-Basile, Quebec |
| Essroc (Italcementi Group) | Picton, Ontario |
| Lafarge Canada Ltd. |
Brookfield, Nova Scotia Saint-Constant, Quebec Bath, Ontario Woodstock, Ontario Exshaw, Alberta Kamloops, British Columbia Richmond, British Columbia |
| Lehigh Hanson Canada |
Edmonton, Alberta Delta, British Columbia |
| Holcim (Canada) Inc. |
Joliette, Quebec Mississauga, Ontario |
| St Marys Cement Inc. |
Bowmanville, Ontario St. Marys, Ontario |
The study analyzed the industry's performance in three critical areas that influence overall energy use:
- management practices
- technical practices
- energy efficiency performance
The assessment of these three areas presents a broad and holistic view of energy practices in the cement manufacturing sector.
Figure 1-1 Critical areas influencing overall energy use
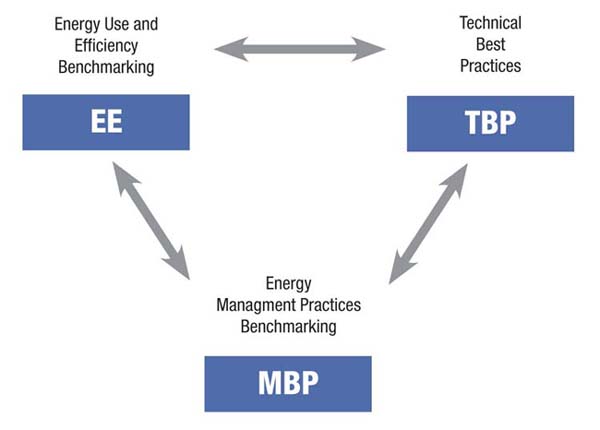
Text version
Critrical areas influencing overall energy use. < > Energy Use and Efficiency Benchmarking (EE) < > Technical Best Practices (TBP) < > Energy Management Practices Benchmarking (MBP) < >
In addition to this summary report, reports have been produced that document the performance of each of the 15 facilities against the benchmarks developed as part of the study.
The CAC views this important study as the first step in developing and implementing a comprehensive action plan to improve energy performance in the sector. Now that benchmarks exist and current performance has been assessed against those benchmarks, future studies can assess and report progress in improving energy performance within the Canadian Portland grey cement sector.
1.3 STUDY METHODOLOGY
The study was initiated by developing individual analytical models to assess performance in each of the three aspects of energy performance:
- energy management practices
- technical practices
- energy efficiency performance
The models were developed by reviewing recognized analytical models for energy management and technical practices broadly, and for cement manufacturing more specifically. These externally referenced models were developed by international bodies, standard setting organizations and government agencies that have responsibilities for energy and energy efficiency in the manufacturing sectors.
Within each model, energy practices were further assessed across each of the key processes and activities associated with cement manufacturing (see Figure 1-2):
- on-site raw materials preparation and transport
- on-site fuel preparation and transport
- clinker production (kiln operation)
- storage
- finish grinding
- packing and on-site transport to loading terminals
- operation of plant-wide support systems (e.g. compressed air systems, heat, lighting)
Figure 1-2 Cement manufacturing process

Quarrying
Limestone and small amounts of sand and clay are extracted, usually from a quarry located near the cement manufacturing plant.
Raw Materials Preparation
The extracted materials are analyzed, blended with additional mineral components depending on the type of limestone available, and finely ground for futher processing.
Clinker Production
The materials are heated in a kiln reaching a temperature of 1,470°C. The heat transforms the materials into a molten product called clinker, which is then rapidly cooled.
Cement Grinding and Distribution
The clinker is stored and then finely ground. Gypsum is added to control setting time, along with supplementary cementing materials, such as fly ash or slag, to obtain a fine powder called cement, with the desired properties of strength and chemical resistance.
Source: Holcim (Canada)
Text version
Cement manufacturing process. Quarrying: Limestone and small amounts of sand and clay are extracted, usually from a quarry located near the cement manufacturing plant. Raw Materials Preparation: The extracted materials are analyzed, blended with additional mineral components depending on the type of limestone available, and finely ground for futher processing. Clinker Production: The materials are heated in a kiln reaching a temperature of 1,470°C. The heat transforms the materials into a molten product called clinker, which is then rapidly cooled. Cement Grinding and Distribution: The clinker is stored and then finely ground. Gypsum is added to control setting time, along with supplementary cementing materials, such as fly ash or slag, to obtain a fine powder called cement, with the desired properties of strength and chemical resistance. Source: Holcim (Canada)
More than 70 aspects of energy performance in the cement manufacturing sector were analyzed, including all energy inputs to the cement manufacturing process: electricity, fuel oil, natural gas, coal, petroleum coke and other alternative fuels.5Footnote
Survey instruments were developed to gather the information to assess performance within each of the three models. The survey instruments and models were tested at two cement manufacturing facilities. After revisions, the survey instruments were distributed to all 15 cement manufacturing facilities. Then supervised data collection, review and analysis proceeded. Performance benchmarks were developed for each indicator, and each facility's performance was assessed against the benchmarks.
The performance benchmarks were set at the 75th percentile, which means that for each performance indicator, 25 percent of the sector's facilities met or exceeded the benchmark. This approach is consistent with the approach taken by Natural Resources Canada's Office of Energy Efficiency benchmarking studies and the U.S. Environmental Protection Agency's ENERGY STAR® for Cement Manufacturing initiative. Draft facility reports were submitted to the facility operators for review and validation. After data error corrections were made, final performance benchmarks and the final facility and sector-wide reports were prepared.
2 ENERGY USE IN CEMENT MANUFACTURING
Cement manufacturing is an energy-intensive process that consumed more than 61 000 terajoules of energy in Canada in 2006, of which 95 percent was thermal energy and 5 percent was electric energy.
The kiln process consumes more than 90 percent of the cement manufacturing energy. The remaining 10 percent is consumed in almost equal amounts by activities related to fuel and raw materials preparation, grinding of clinker and the blending of materials to prepare the finished cement product.
Figure 2-1 provides a breakdown of the energy use.
Figure 2-1 Total Energy for Cement Manufacturing Sector by Process Step, 2006
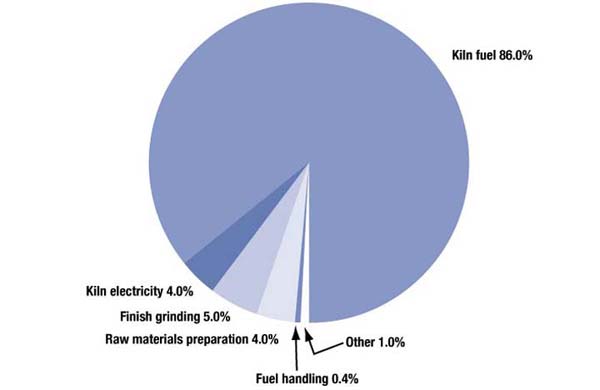
Text version
Total Energy for Cement Manufacturing Sector by Process Step, 2006 (pie chart). Kiln fuel 86.0%, Other 1.0%, Fuel handling 0.4%, Raw materials preparation 4.0%, Finish grinding 5.0%, Kiln electricity 4.0%.
The sum of these energy inputs is about 39 percent of the annual operating costs of a cement manufacturing facility, making energy the largest cost component. It is important to note that although electricity accounts for only 13 percent of the energy inputs, it is almost 50 percent of the energy costs of a typical cement plant.Footnote 6
The cement industry relies heavily on carbon-intensive fossil fuels. Coal (53 percent)Footnote 7 and petroleum coke products (29 percent) account for more than 82 percent of energy consumption (Figure 2-2). Natural gas (used mostly as a start-up fuel), liquid petroleum products and waste oil products contribute 4 percent of total energy requirements, while tire-derived fuels and other alternative energy sources contribute about 2 percent.
Figure 2-2 Total Energy for Cement Manufacturing Sector by Energy Source, 2006
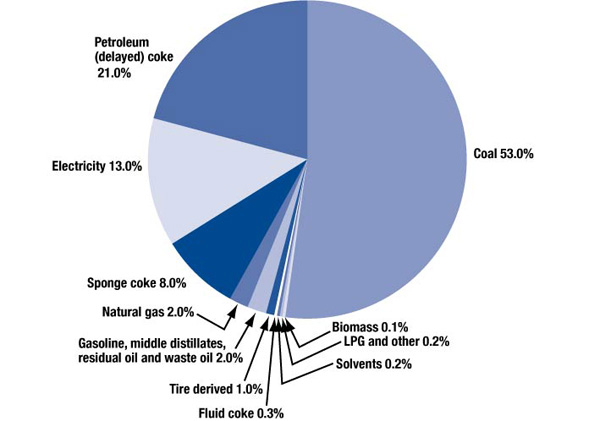
Text version
Total Energy for Cement Manufacturing Sector by Energy Source, 2006 (pie chart). Coal 53.0%; Biomass 0.1%; LPG and other 0.2%; Solvents 0.2%; Fluid coke 0.3%; Tire derived 1.0%; Gasoline, middle distillates, residual oil and waste oil 2.0%; Natural gas 2.0%; Sponge coke 8.0%; Electricity 13.0%; Petroleum (delayed) coke 21.0%.
Key findings from this high-level overview of energy inputs to the cement manufacturing sector include the following:
- Due to the significant quantity of energy consumed by the kiln process, energy efficiency opportunities in the kiln process have, in theory, the greatest potential to translate into real energy, greenhouse gas (GHG) and cost savings for the industry. Even minor improvements in the kiln process can potentially deliver significant energy and cost savings over an annual operating cycle.
- Energy efficiency opportunities in electrically driven systems have the potential to achieve substantial cost savings for the industry.
- Canada's contribution of alternative and renewable energy sources to cement manufacturing lags behind that of other nations in the Organisation for Economic Co-operation and Development. Many countries in the European Union substitute from 30 percent to 83 percent of the energy sources for cement manufacturing.Footnote 8 Increasing the proportion of alternative, renewable and low-carbon energy sources can contribute significantly to reducing GHG emissions from cement manufacturing.
3 ENERGY MANAGEMENT PRACTICES
3.1 INTRODUCTION
Energy management – the process and practice of treating energy as a strategic resource – is an influential determinant of a plant's energy performance. Best practices in energy management have a high level of commitment, awareness, organization and action.
Typically, plants that exhibit energy management best practices (MPBs)
- have broad awareness of the benefits of energy efficiency
- collect and use information to manage energy use
- integrate energy management into their overall management structure
- provide leadership on energy management through dedicated staff and a committed energy efficiency policy
- have an energy management plan for the short- and long-term
3.2 STUDY APPROACH
The Cement Association of Canada study reviewed and analysed existing energy management models9Footnote and identified 28 MBP areas of relevance to the cement manufacturing sector (see Table 3-1).
A survey was conducted at every cement manufacturing facility to ascertain the degree to which the identified best practices are currently employed in the sector. To gain multiple perspectives, three respondents at each facility were involved in the survey for their facility:
- a plant manager or process engineer
- a corporate lead on energy issues
- a representative of the corporate executive management team
The MBP score was calculated as an average of the three survey results.
| MBP Categories | MBPs |
|---|---|
| Commitment |
Promotion Policy Guidelines and Procedures |
| Planning |
Formal Planning Support for Planning Implementation |
| Organization |
Energy champion Responsibility and accountability Energy Leader Energy Team |
| Project Development |
Capacity building Identification of Opportunities Energy Management Best Practices |
| Financing |
Commitment Planning Integrating energy management with project approval |
| Measurement and Reporting |
Monitoring System Reporting Use of Monitoring Results |
| Communication |
Extent Frequency Awareness and Participation |
3.3 ENERGY MANAGEMENT PRACTICES RESULTS
The review of MBPs identified a benchmark value of 65 percent for the cement manufacturing sector. This means that 25 percent of cement facilities employ at least 65 percent of the identified energy MBPs, and the remaining facilities employ less than 65 percent of the MBPs (see Figure 3-1).
The results showed that significant potential exists in the cement sector to improve management practices in support of improving energy efficiency, especially because only two facilities received a rating greater than 75 percent for management practices implementation.
The study showed a strong relationship between the implementation of MBPs and the overall energy efficiency at the cement facilities. The four plants that ranked the highest in overall energy efficiency (see Chapter 5) are among the five plants that rated highest in MBP implementation.
Figure 3-1 Energy Management Best Practices Scores
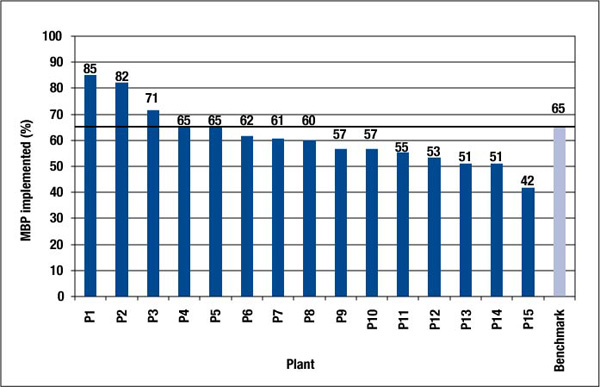
Text version
Energy Management Best Practices (MBP) Scores (bar chart). Along the X axis, the chart ranks individual plants in terms of the percentage of MBP implemented in the cement manufacturing sector from the most (P1) to the least (P15), ranging in 10% increments from 0% to 100% along the Y axis. P1 = 85%, P2 = 82%, P3 = 71%, P4 = 65%, P5 = 65%, P6 = 62%, P7 = 61%, P8 = 60%, P9 = 57%, P10 = 57%, P11 = 55%, P12 = 53%, P13 = 51%, P14 = 51%, P15 = 42%, Benchmark = 65%.
The survey of MBPs exhibited a fairly narrow range of implementation scores because 70 percent of the facilities scored between 50 and 65 percent. MBP scores from plants that belong to the same organizations also tended to cluster together. This fact suggests that corporate-specific policies and guidelines generally direct the implementation of practices in cement sector facilities. Benchmarking studies in other industrial sectors have shown that this situation is not always the case, and that in some cases, overall MBP scores of plants within the same organization differ significantly.
For individual MBP categories, the analysis of the survey results showed that the cement sector emphasizes the financing and communication performance aspects of energy management (Figure 3-2). Consistent with other Canadian industry studies,Footnote 10 the analysis showed that the cement sector has the largest improvement potential in energy management practices areas related to project development, planning and measurement and reporting.
Figure 3-2 Median Energy Management Best Practices Scores
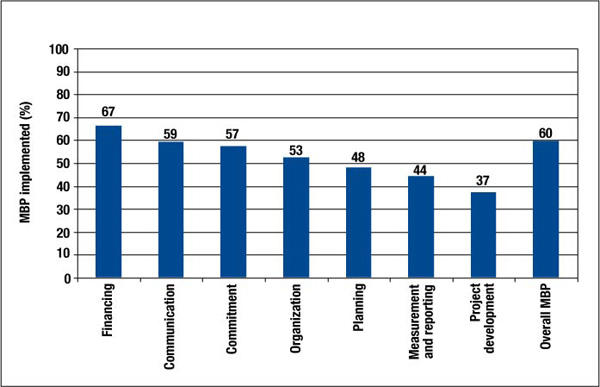
Text version
Median Energy Management Best Practices (MBP) Scores (bar chart). Along the X axis, the chart ranks individual MBP categories in terms of the percentage implemented in the cement sector from the most (Financing) to the least (Project Development), ranging in 10% increments from 0% to 100% along the Y axis. Financing = 67%, Communication = 59%, Commitment = 57%, Organization = 53%, Planning = 48%, Measurement and reporting = 44%, Project development = 37%, Overall MBP = 60.
For more details, see Appendix A.
4 TECHNICAL PRACTICES
4.1 INTRODUCTION
The second aspect of energy performance that was analyzed is the implementation of technical best practices (TBPs) in cement manufacturing facilities. TBPs are production processes, systems, activities and equipment that can contribute to improvements in plant energy efficiency (e.g. using adjustable speed drives on kiln and/or roller mill fans)
4.2 STUDY APPROACH
The Cement Association of Canada study included an extensive review of Canadian and international literature to identify TBPs applicable to the cement manufacturing sector. The review identified 39 TBPs that were categorized across the five main cement manufacturing subprocesses:
- fuel and raw materials preparation
- clinker production
- finish grinding
- cement and feedstock
- general measures
A survey instrument was developed at each facility to assess the applicability of the identified practices and the degree of implementation (i.e. full, partial or not implemented).
4.3 TECHNICAL PRACTICES RESULTS
The review of TBPs identified a benchmark value of 59 percent for the cement manufacturing sector. This means that 25 percent of cement facilities employ at least 59 percent of the identified TBPs, and the remaining facilities employ less than 59 percent of the TBPs (see Figure 4-1).
Figure 4-1 Penetration of Applicable Technical Best Practices by Plant
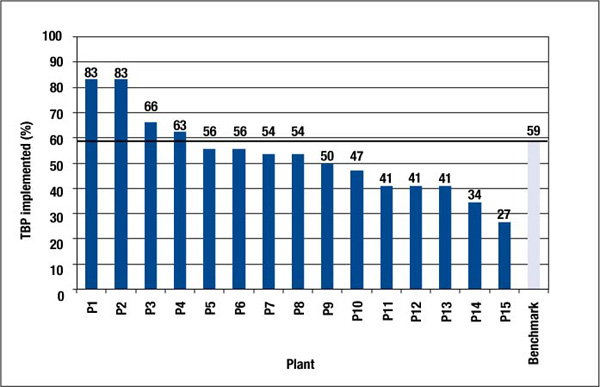
Text version
Penetration of Applicable Technical Best Practices (TBP) by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of the percentage of TBP implemented in the cement manufacturing sector from the most (P1) to the least (P15), ranging in 10% increments from 0% to 100% along the Y axis. P1 = 83%, P2 = 83%, P3 = 66%, P4 = 63%, P5 = 56%, P6 = 56%, P7 = 54%, P8 = 54%, P9 = 50%, P10 = 47%, P11 = 41%, P12 = 41%, P13 = 41%, P14 = 34%, P15 = 27%, Benchmark = 59%.
The results showed that significant potential exists in the cement sector to improve technical practices in support of improving energy efficiency, especially because only two facilities received a good rating for technical practices implementation (a rate greater than 75 percent).
The study showed a statistical correlation between the implementation of TBPs and overall energy efficiency. This means that the energy efficiency of a plant increases when the number of TBPs implemented at the plant increases. In contrast to the assessment of management practices, the assessment of technical practices showed a wide spread of implementation scores (70 percent of the plants have scores between 34 and 63 percent) and an insignificant relationship between TBP implementation scores among facilities from the same organization.
The benchmarking process demonstrates that the cement sector emphasizes the energy efficiency practices in the finish grinding process – a process that consumes significant quantities of electrical energy. The study showed, however, that opportunities exist to improve energy efficiency by employing additional TBPs in process steps associated with fuel and raw materials preparation and in cement and feedstock composition and handling. The TBPs include improving the transportation and blending of cement and addressing the use of additives (see Figure 4-2).
Figure 4-2 Median Technical Best Practice Scores
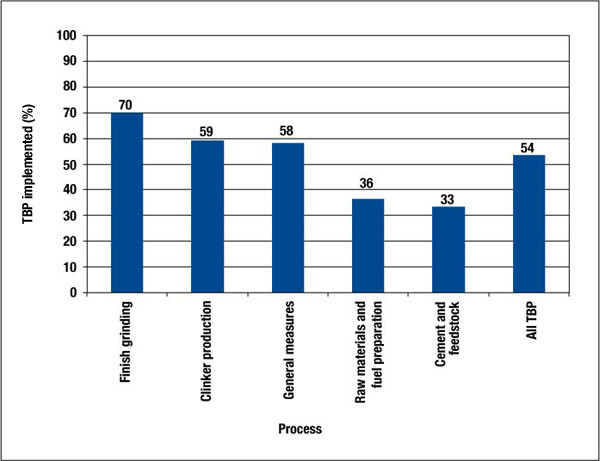
Text version
Median Technical Best Practice (TBP) Scores (bar chart). Along the X axis, the chart shows median scores for individual cement industry processes in terms of the percentage of TBPs imlemented (%), ranging in increments of 10 from 0 to 100 along the Y axis. Finish grinding 70%, Clinker production 59%, General measures 58%, Raw materials and fuel preparation 36%, Cement and feedstock 33%, All TBP 54%.
For more details, see Appendix B.
5 ENERGY EFFICIENCY INDEX
5.1 INTRODUCTION
The third aspect of energy performance that was analyzed is the amount of energy used in cement manufacturing facilities. Assessing the amount of energy used, while considering production and structural influences, provides a performance indicator of energy efficiency.
5.2 STUDY APPROACH
The Cement Association of Canada study included an extensive review of Canadian and international literature to identify potential metrics for measuring overall plant and process-specific energy efficiency. To provide capacity for ongoing in-depth analysis of energy efficiency in the cement manufacturing sector, an energy efficiency benchmarking tool was developed that evaluates energy performance at both the plant level and process level.
The tool calculates such indicators as total energy intensity (gigajoule per tonne [GJ/t] of cement); fuel intensity (GJ/t of cement or clinker); electricity intensity (kilowatt hour per tonne of cement); and an energy efficiency index.
The Energy Efficiency Index (EEI) allows a meaningful direct comparison between plants with significant structural differences (e.g. wet kiln and dry kiln processes). A theoretical “best practice” plant was constructed, normalizing as much as possible for structural differences, and was given an EEI value of 100.
The energy efficiency was analyzed for
- the performance of the entire plant
- raw meal preparation process
- kiln process
- finish grinding process
Energy use and production data at each manufacturing facility were collected and compared with the theoretical best practices facility. Some facilities performed better than the theoretical best practices plant and attained an EEI value greater than 100 for some process steps.
5.3 OVERALL RESULTS
Analysis of the results showed that the cement sector facilities are operating relatively efficiently, and the overall EEI benchmark was established at 82. This means that 25 percent of the plants achieved at least this relatively high rating. Nine of the 15 facilities achieved a “good practices rating” of at least 75 (see Figure 5-1).
Despite this relatively high performance, considerable opportunity exists for improving energy efficiency because there is a substantial difference between the performance of the lowest performers and the relatively high industry benchmarks within each process step.
When the adjustments for structural differences are ignored, the participating plants have average total energy intensities of 4.2 GJ/t of cement and 4.5 GJ/t of clinker. The most efficient plant required only 50 percent as much energy to produce each tonne of clinker as the least efficient plant.
In the cement manufacturing sector, the kiln process uses 90 percent of the energy used and can be expected to have the largest impact on the plant-level EEI. Although cement plants have a high EEI benchmark (85) for the kiln process, it is important to prioritize efforts in this area because a small improvement in the kiln process can potentially result in a large reduction in energy use. The review of technical best practices (TBPs) showed that significant room for improvement remains in the kiln process.
The benchmarking analysis indicated that the sector's raw meal preparation processes have the lowest EEI benchmark, at 76 percent (see Figure 5-2). This process step was also identified as having a significant potential for increased TBPs implementation.
Figure 5-1 Total EEI and Total Energy Intensity by Plant
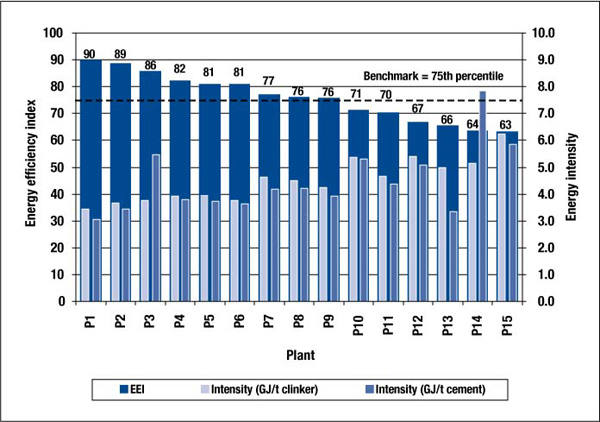
Text version
Total Energy Efficiency Index (EEI) and Total Energy Intensity by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of EEI and Energy Intensity in the cement manufacturing sector from the highest EEI (P1) to the lowest EEI (P15). EEI ranges in increments of 10 from 0 to 100 along the primary Y axis. Energy intensity (indicated both in gilojoules per tonne clinker [GJ/t clinker] and gilojoules per tonne cement [GJ/t cement]) ranges in increments of 1.0 from 0.0 to 10.0 along the secondary Y axis. P1: EEI = 90, GJ/t clinker = approximately (approx.) 3.5, GJ/t cement = approx. 3; P2: EEI = 89, GJ/t clinker = approx. 3.7, GJ/t cement = approx. 3.5; P3: EEI = 86, GJ/t clinker = approx. 3.75, GJ/t cement = approx. 5.5; P4: EEI = 82, GJ/t clinker = approx. 3.95, GJ/t cement = approx. 3.8; P5: EEI = 81, GJ/t clinker = approx. 3.98, GJ/t cement = approx. 3.7; P6: EEI = 81, GJ/t clinker = approx. 3.75, GJ/t cement = 3.6; P7: EEI = 77, GJ/t clinker = approx. 4.6, GJ/t cement = approx. 4.2 ; P8: EEI = 76, GJ/t clinker = approx. 4.5, GJ/t cement = approx. 4.25; P9: EEI = 76, GJ/t clinker = approx. 4.3, GJ/t cement = approx. 3.85; P10: EEI = 71, GJ/t clinker = approx. 5.45, GJ/t cement = approx. 5.4; P11: EEI = 70, GJ/t clinker = approx. 4.75, GJ/t cement = approx. 4.4; P12: EEI = 67, GJ/t clinker = approx. 5.4, GJ/t cement = approx. 5.2; P13: EEI = 66, GJ/t clinker = approx. 5.0, GJ/t cement = approx. 3.4; P14: EEI = 64, GJ/t clinker = approx. 5.2, GJ/t cement = 7.8; P15: EEI = 63, GJ/t clinker = approx. 6.3, GJ/t cement = approx. 5.8. Benchmark = 75th percentile, as represented by a dotted line running parallel to the X axis.
Figure 5-2 Median Energy Efficiency Scores by Process
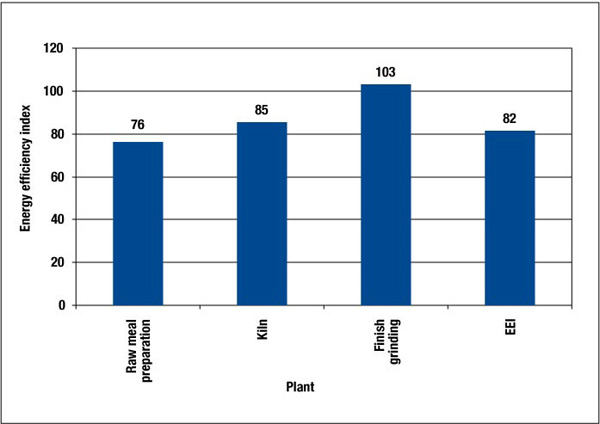
Text version
Median Energy Efficiency Scores by Process (bar chart). Along the X axis, the chart shows median scores for individual cement industry processes on the Energy Efficiency Index (EEI) in the cement sector, ranging in increments of 20 from 0 to 120 along the Y axis. Raw meal preparation = 76, Kiln = 85, Finish grinding = 103, EEI = 82.
5.4 ELECTRICITY RESULTS
An assessment of electric energy use showed significant differences between facilities. While the best performing plant has an electricity EEI of 138 (against a best practice value of 100), the worst performing facility has an index of 36 (see Figure 5-3).
Electric energy is almost 50 percent of energy costs, but only 13 percent of energy use in the cement manufacturing sector. Improved electricity management is likely to realize significant cost savings but have a limited impact on the already high overall energy efficiency indices of the plants.
When the adjustments for structural differences are ignored, the analysis showed that the most efficient plant, in terms of electricity consumption, consumed only a third of the electricity per tonne of cement produced in comparison with the least efficient plant.
At the process level, the assessment again identified that the sector's fuel and raw materials preparation and the cement and feedstock process steps have the greatest opportunities for improvement.
Figure 5-3 Electricity EEI and Energy Intensity by Plant
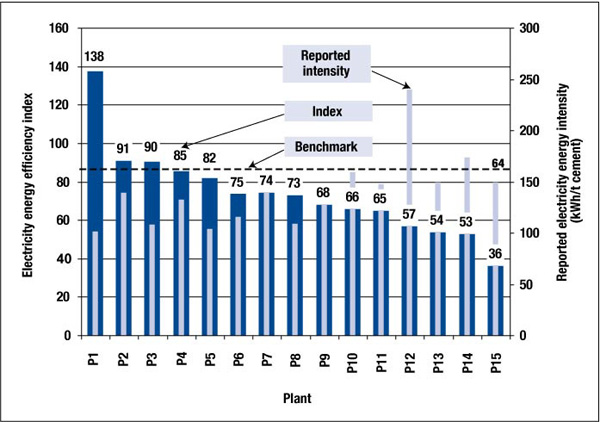
Text version
Electricity Energy Efficiency Index (EEI) and Energy Intensity by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of Electricity EEI and Energy Intensity in the cement manufacturing sector from the highest electricity EEI (P1) to the lowest electricity EEI (P15). Electricity EEI ranges in increments of 20 from 0 to 160 along the primary Y axis. Reported electricity EEI in kilowatt hours per tonne of cement (kWh/t) ranges in increments of 50 from 0 to 300 along the secondary Y axis. P1: EEI = 138, kWh/t = approimately (approx.) 100; P2: EEI = 91, kWh/t = approx. 138; P3: EEI = 90, kWh/t = approx. 116; P4: EEI = 85, kWh/t = approx. 135; P5: EEI = 82, kWh/t = approx. 102; P6: EEI = 75, kWh/t = approx. 120; P7: EEI = 74, kWh/t = approx. 140; P8: EEI = 73, kWh/t = 117; P9: EEI = 68, kWh/t = 130; P10: EEI = 66, kWh/t = 160; P11: EEI = 65, kWh/t = 149; P12: EEI = 57, kWh/t = 238; P13: EEI = 54, kWh/t = 150; P14: EEI = 53, kWh/t = 175; P15: EEI = 36, kWh/t = 150. A dotted line indicates the benchmark EEI of 64 and runs parallel to the X axis.
For more details, see Appendix C.
6 REFERENCES
Cement Association of Canada, Canadian Cement Industry 2008 Sustainability Report. 2008.
Marbek Resource Consultants Ltd., Ecofys, Cement Etc., Inc., Canadian Cement Industry Benchmarking – Final Report, Cement Association of Canada. 2008.
Marbek Resource Consultants Ltd., Neill and Gunter, Energy Management Potential Analysis and Best Practices Benchmarking in the Nova Scotia Industrial and Manufacturing Sector, Canadian Manufacturers & Exporters, 2007.
Marbek Resource Consultants Ltd., Neill and Gunter, Energy Performance Benchmarking & Best Practices in New Brunswick Industrial and Manufacturing Sector, Canadian Manufacturers & Exporters, 2006.
Natural Resources Canada, Canada's Energy Outlook: The Reference Case 2006.
Statistics Canada, Annual Survey of Manufacturers. 2004.
APPENDIX A: ENERGY MANAGEMENT BEST PRACTICES DETAILED RESULTS
Figure A-1 Implementation of MBPs – Commitment by Plant
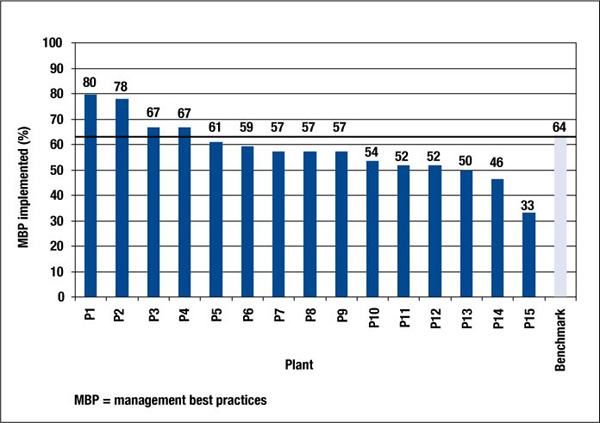
Text version
Implementation of Management Best Practices (MBPs) – Commitment by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Commitment in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 80, P2 = 78, P3 = 67, P4 = 67, P5 = 61, P6 = 59, P7 = 57, P8 = 57, P9 = 57, P10 = 54, P11 = 52, P12 = 52, P13 = 50, P14 = 46, P15 = 33, Benchmark = 64.
Figure A-2 Implementation of MBPs – Planning by Plant
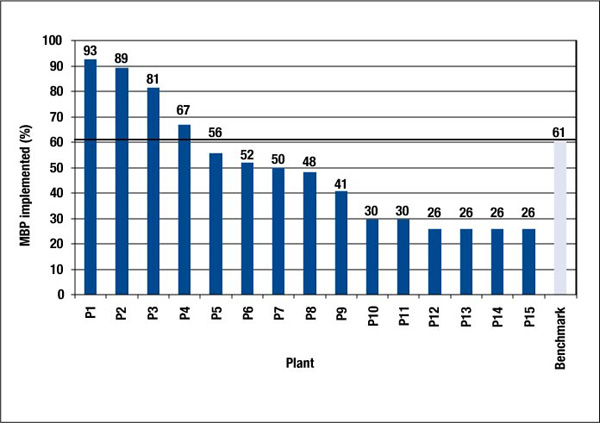
Text version
Implementation of Management Best Practices (MBPs) – Planning by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Planning in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 93, P2 = 89, P3 = 81, P4 = 67, P5 = 56, P6 = 52, P7 = 50, P8 = 48, P9 = 41, P10 = 30, P11 = 30, P12 = 26, P13 = 26, P14 = 26, P15 = 26, Benchmark = 61.
Figure A-3 Implementation of MBPs – Organization by Plant
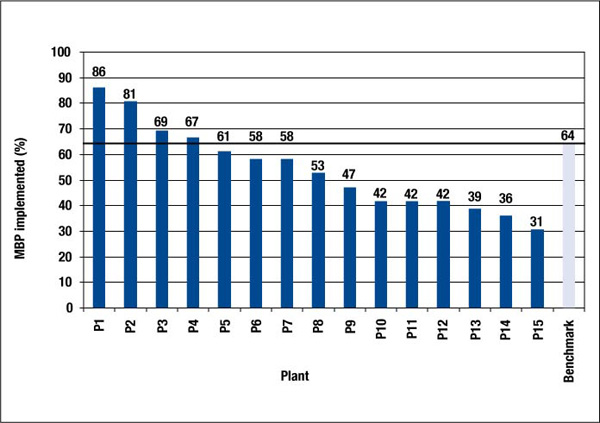
Text version
Implementation of Management Best Practices (MBPs) – Organization by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Organization in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 86, P2 = 81, P3 = 69, P4 = 67, P5 = 61, P6 = 58, P7 = 58, P8 = 53, P9 = 47, P10 = 42, P11 = 42, P12 = 42, P13 = 39, P14 = 36, P15 = 31, Benchmark = 64.
Figure A-4 Implementation of MBPs – Project Development by Plant
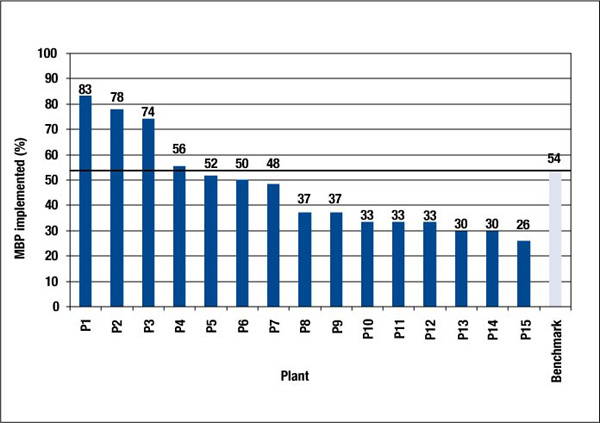
Text version
Implementation of Management Best Practices (MBPs) – Project Development by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Project Development in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 83, P2 = 78, P3 = 74, P4 = 56, P5 = 52, P6 = 50, P7 = 48, P8 = 37, P9 = 37, P10 = 33, P11 = 33, P12 = 33, P13 = 30, P14 = 30, P15 = 26, Benchmark = 54.
Figure A-5 Implementation of MBPs – Financing by Plant
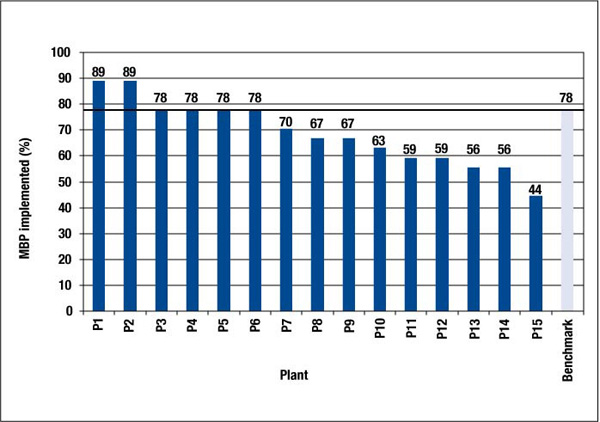
Text version
Implementation of Management Best Practices (MBPs) – Financing by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Financing in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 89, P2 = 89, P3 = 78, P4 = 78, P5 = 78, P6 = 78, P7 = 70, P8 = 67, P9 = 67, P10 = 63, P11 = 59, P12 = 59, P13 = 56, P14 = 56, P15 = 44, Benchmark = 78.
Figure A-6 Implementation of MBPs – Measurement and Reporting by Plant
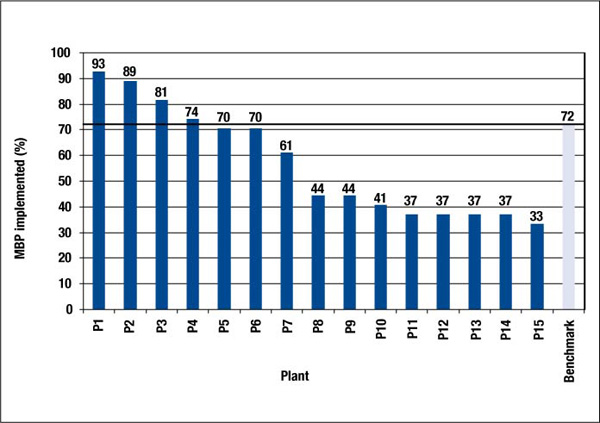
Text version
Implementation of MBPs – Measurement and Reporting by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Measurement and Reporting in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 93, P2 = 89, P3 = 81, P4 = 74, P5 = 70, P6 = 70, P7 = 61, P8 = 44, P9 = 44, P10 = 41, P11 = 37, P12 = 37, P13 = 37, P14 = 37, P15 = 33, Benchmark = 72.
Figure A-7 Implementation of MBPs – Communication by Plant
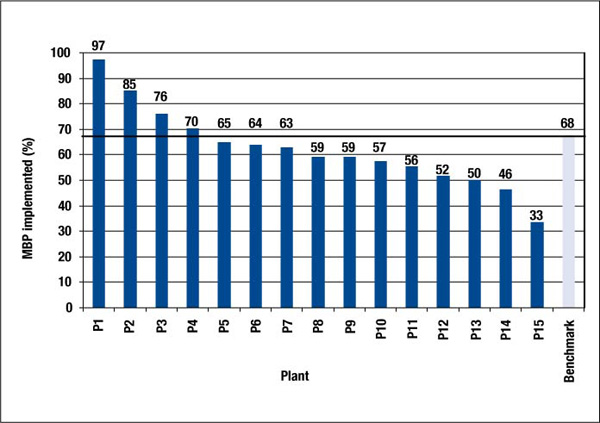
Text version
Implementation of Management Best Practices (MBPs) – Communication by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of MBPs - Communication in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 97, P2 = 85, P3 = 76, P4 = 70, P5 = 65, P6 = 65, P7 = 63, P8 = 59, P9 = 59, P10 = 57, P11 = 56, P12 = 52, P13 = 50, P14 = 46, P15 = 33, Benchmark = 68.
APPENDIX B: TECHNICAL BEST PRACTICES DETAILED RESULTS
Figure B-1 Implementation of TBPs – Raw Materials and Fuel Preparation by Plant
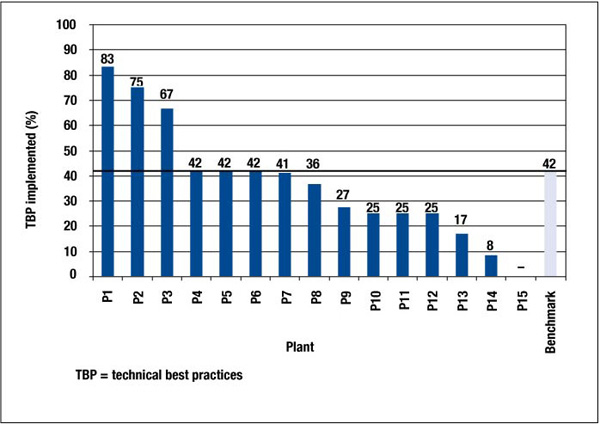
Text version
Implementation of Technical Best Practices (TBPs) – Raw Materials and Fuel Preparation by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of TBPs - Raw Materials and Fuel Preparation in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 83, P2 = 75, P3 = 67, P4 = 42, P5 = 42, P6 = 42, P7 = 41, P8 = 36, P9 = 27, P10 = 25, P11 = 25, P12 = 25, P13 = 17, P14 = 8, P15 = - , Benchmark = 42.
Figure B-2 Implementation of TBPs – Clinker Production by Plant
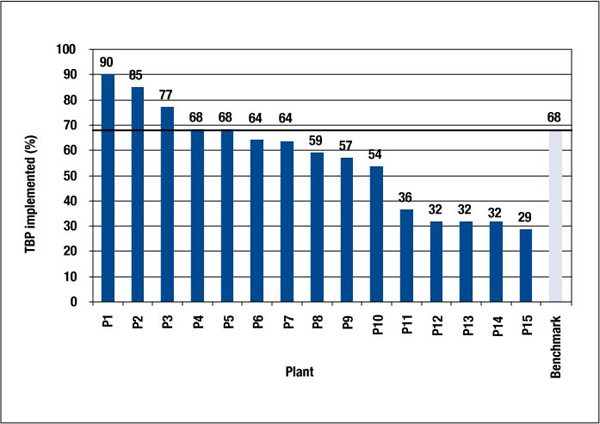
Text version
Implementation of Technical Best Practices (TBPs) – Clinker Production by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of TBPs - Clinker Production in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 90, P2 = 85, P3 = 77, P4 = 68, P5 = 68, P6 = 64, P7 = 64, P8 = 59, P9 = 57, P10 = 54, P11 = 36, P12 = 32, P13 = 32, P14 = 32, P15 = 29, Benchmark = 68.
Figure B-3 Implementation of TBPs – Finish Grinding by Plant
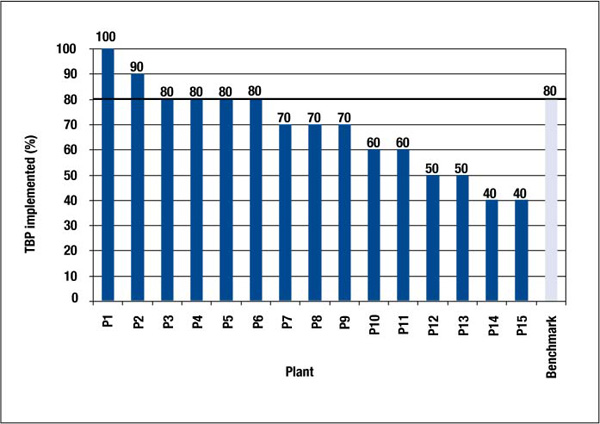
Text version
Implementation of Technical Best Practices (TBPs) – Finish Grinding by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of TBPs - Finish Grinding in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 100, P2 = 90, P3 = 80, P4 = 80, P5 = 80, P6 = 80, P7 = 70, P8 = 70, P9 = 70, P10 = 60, P11 = 60, P12 = 50, P13 = 50, P14 = 40, P15 = 40, Benchmark = 80.
Figure B-4 Implementation of TBPs – Cement and Feedstock by Plant
Text version
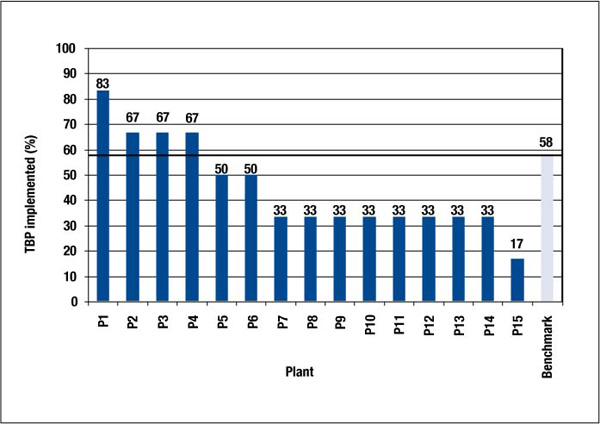
Implementation of Technical Best Practices (TBPs) – Cement and Feedstock by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of TBPs - Cement and Feedstock in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 83, P2 = 67, P3 = 67, P4 = 67, P5 = 50, P6 = 50, P7 = 33, P8 = 33, P9 = 33, P10 = 33, P11 = 33, P12 = 33, P13 = 33, P14 = 33, P15 = 17, Benchmark = 58.
Figure B-5 Implementation of TBPs – General Measures by Plant
Text version
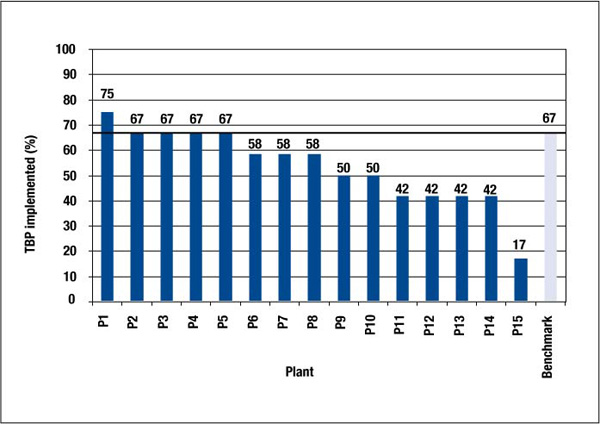
Implementation of Technical Best Practices (TBPs) – General Measures by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of implementation of TBPs - General Measures in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 75, P2 = 67, P3 = 67, P4 = 67, P5 = 67, P6 = 58, P7 = 58, P8 = 58, P9 = 50, P10 = 50, P11 = 42, P12 = 42, P13 = 42, P14 = 42, P15 = 17, Benchmark = 67.
APPENDIX C: ENERGY USE AND EFFICIENCY DETAILED RESULTS
Figure C-1 Raw Meal Preparation EEI by Plant
Text version
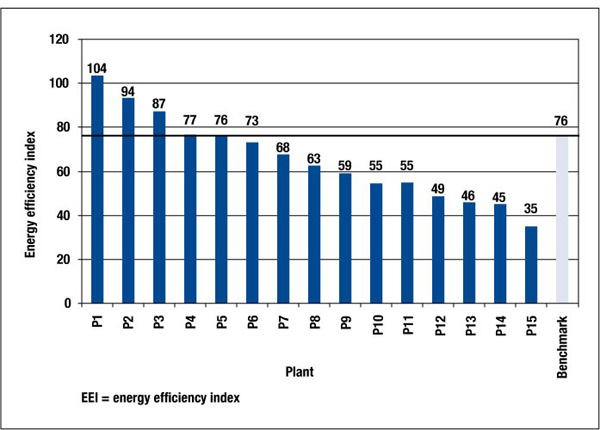
Raw Meal Preparation Energy Efficiency Index (EEI) by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of raw meal preparation EEI in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 20 from 0 to 120 along the Y axis. P1 = 102, P2 = 94, P3 = 87, P4 = 77, P5 = 76, P6 = 73, P7 = 68, P8 = 63, P9 = 59, P10 = 55, P11 = 55, P12 = 49, P13 = 46, P14 = 45, P15 = 35, Benchmark = 76.
Figure C-2 Kiln EEI by Plant
Text version
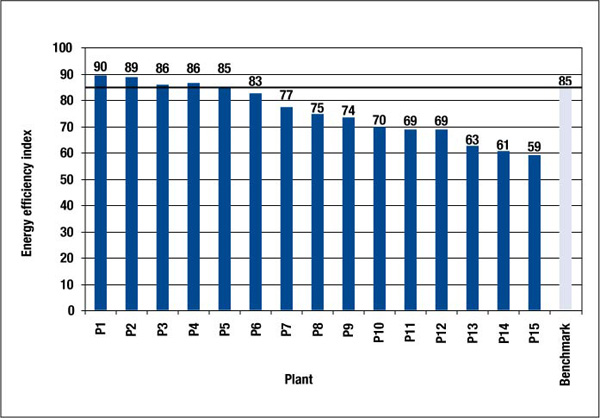
Kiln Energy Efficiency Index (EEI) by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of kiln EEI in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 10 from 0 to 100 along the Y axis. P1 = 90, P2 = 89, P3 = 86, P4 = 86, P5 = 85, P6 = 83, P7 = 77, P8 = 75, P9 = 74, P10 = 70, P11 = 69, P12 = 69, P13 = 63, P14 = 61, P15 = 59, Benchmark = 85.
Figure C-3 Finish Grinding EEI by Plant
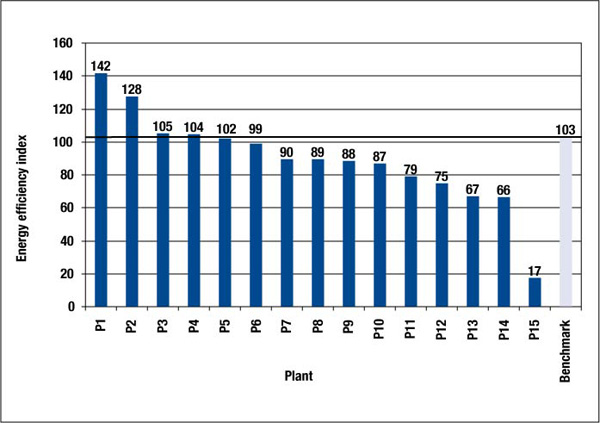
Text version
Finish Grinding Energy Efficiency Index (EEI) by Plant (bar chart). Along the X axis, the chart ranks individual plants in terms of finish grinding EEI in the cement manufacturing sector from the highest (P1) to the lowest (P15), ranging in increments of 20 from 0 to 160 along the Y axis. P1 = 142, P2 = 128, P3 = 105, P4 = 104, P5 = 102, P6 = 99, P7 = 90, P8 = 89, P9 = 88, P10 = 87, P11 = 79, P12 = 75, P13 = 67, P14 = 66, P15 = 17, Benchmark = 103.
Page details
- Date modified: